







































Sunflower Seed Cleaning & Dehulling Equipment – Seed Processing Machine for Operations
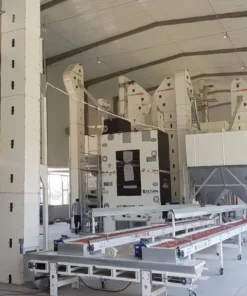
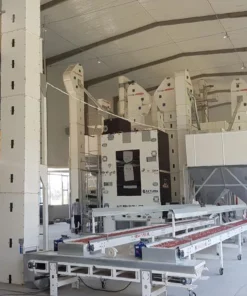
MMCTECH’s Sunflower Processing Plant is a high-capacity, fully automated seed processing machine designed for industrial sunflower seed cleaning, dehulling, and grading. Engineered for U.S. food and oilseed processors, this system delivers 99.99% purity while handling 4000 to 42000 lbs per hour. Featuring premium seed cleaning equipment and SCADA-based automation, it ensures reliable performance for bulk sunflower seed processing, storage, and packaging.
Advanced Technology for High-Purity Sunflower Processing
Optimized for Maximum Efficiency & Quality
- Custom Plant Design: Tailored to fit your facility for optimized production workflow.
- Fully Automated Control System: SCADA & PLC-based automation for precision processing.
- High Purity Output: Achieves 99.99% impurity removal, eliminating foreign materials and defective seeds.
- Eco-Friendly Dust Collection: Cyclone dust control system ensures a clean, dust-free working environment.
- Industrial-Grade Components: Built with premium European bearings and motors for durability.
- Scalable Processing Capacities: Available in 4000 to 42000 lbs per hour, catering to small and large-scale operations.
Sunflower Processing Plant Workflow
1. Raw Material Intake & Pre-Cleaning
Eliminates dust, stems, chaff, and large foreign particles.
2. De-Stoning & Gravity Separation
Removes stones, sand, and heavy foreign materials to improve seed purity.
3. Dehulling & Kernel Separation
Efficiently removes husks and hulls, ensuring high kernel recovery rates.
4. Polishing & Grading
Enhances product appearance and classifies seeds by size, density, and weight.
5. Optical Sorting & Color Grading
Removes discolored, broken, and defective sunflower seeds with high-precision optical sorting.
6. Bulk Packaging & Storage
Automated bagging, bulk filling, and storage solutions for seamless logistics.
Why Choose MMCTECH Sunflower Processing Plants?
Key Benefits
✅ High-Purity Processing: 99.99% impurity removal, ensuring top-quality sunflower seeds.
✅ Scalable Production Capacities: Customizable for 4000 to 42000 lbs per hour production.
✅ Fully Automated System: PLC & SCADA integration for real-time monitoring & control.
✅ Customizable Configurations: Optional dehulling, polishing, and bulk seed processing.
✅ Energy-Efficient & Low Maintenance: Uses industrial-grade European components.
Complete MMCTECH Sunflower Processing Plant Equipment Lineup
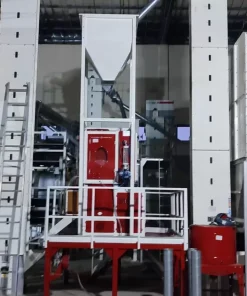
- Sunflower Seed Dumping & Unloading Elevator – Ensures efficient raw material intake.
- Sunflower Conveyor System – Maintains smooth material transport across the plant.
- Sunflower Storage Bins – Provides safe, controlled bulk storage.
- Pre-Cleaner Machines – Removes dust, stems, and light impurities.
- De-Awner Machine – Separates foreign residues and enhances cleanliness.
- Fine Cleaning System – Ensures high-purity sunflower seed processing.
- Sunflower Seed Grader Machine – Sorts seeds based on size, weight, and density.
- Indented Separator – Eliminates split, immature, and undersized seeds.
- De-Stoner Separator – Removes stones, dirt, and heavy contaminants.
- Gravity Separator – Ensures uniform seed density and purity.
- Color Sorter Machine – Detects and removes discolored and defective sunflower seeds.
- Bagging & Bulk Filling System – Automates final packaging and storage.
- Automated Sunflower Seed Storage System – Manages inventory efficiently.
- Sunflower Seed Conveyor Equipment – Ensures smooth seed transportation.
- Fully Automated Processing Controller – Real-time process monitoring & control.
- Sunflower Seed Processing Data SCADA Controller – Optimizes workflow and tracking.