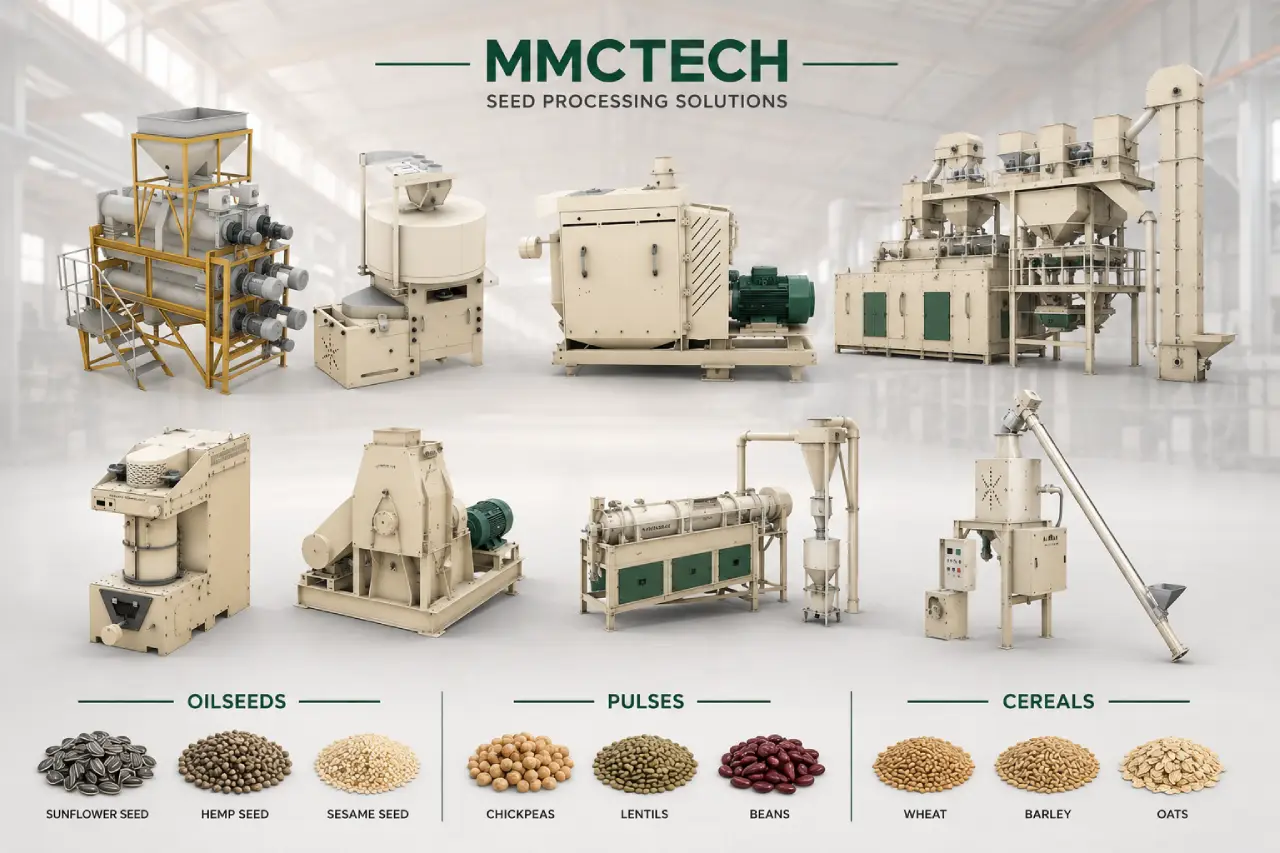
MMCTECH offers a complete range of high-efficiency seed processing equipment designed to meet the diverse needs of agricultural processing facilities. Our advanced machinery includes seed cleaners, gravity separators, destoners, indented cylinder separators, polishers, seed graders, magnetic separators, air separators, and innovative dust collection systems. These machines are built to handle a wide variety of seeds and grains, including wheat, corn, soybean, barley, rice, sunflower, sesame, chickpeas, lentils, cumin, sorghum, millet, oats, dry beans, and oilseeds.
Our seed processing solutions feature advanced technologies such as vibratory sieves, air recycling aspirators, friction polishers, batch and continuous seed coating machines, and specialized drying equipment like the Sesame Seed Dryer. From fine screen cleaners and multi-seed separators to state-of-the-art bagging machines and modular piping systems, MMCTECH delivers robust equipment that ensures high purity, precise grading, and efficient packaging of seeds.
With a focus on energy efficiency, low maintenance, and superior performance, MMCTECH seed processing equipment supports both small-scale and industrial-scale operations, providing reliable and scalable solutions for modern agriculture.

The MMCTECH Orbit Series Seed Pre Cleaner is a high-capacity seed cleaning machine engineered for efficient pre-cleaning of grains, seeds, pulses, and agricultural commodities. Designed for modern seed processing plants, grain terminals, silos, and industrial cleaning lines, the Orbit Series delivers exceptional performance in removing dust, lightweight impurities, broken particles, oversized materials, and undersized contaminants before final processing. Equipped with an advanced dual aspiration system, precision screening technology, and adjustable airflow control, this industrial seed cleaner equipment ensures cleaner products, higher throughput, improved storage quality, and reduced product loss. Ideal for wheat, corn, soybeans, barley, sunflower seed, sesame seed, pulses, canola, and specialty seeds, the MMCTECH Orbit Series Seed Pre Cleaner integrates seamlessly with seed graders, gravity separators, destoners, conveyors, bagging systems, and complete seed processing machinery, making it an essential solution for high-efficiency seed and grain cleaning operations.
| Product | Orbit-152A | Orbit-154A | Orbit-202A | Orbit-204A |
|---|---|---|---|---|
| Wheat | 2,205 bu/h | 4,409 bu/h | 3,307 bu/h | 4,630 bu/h |
| Feed Barley | 2,296 bu/h | 4,593 bu/h | 3,445 bu/h | 4,823 bu/h |
| Rapeseed (Canola) | 1,984 bu/h | 3,968 bu/h | 2,867 bu/h | 4,016 bu/h |
| Maize (Corn) | 2,363 bu/h | 4,726 bu/h | 3,544 bu/h | 4,962 bu/h |
| Maize (Corn – 35% Moisture) | 1,181 bu/h | 2,363 bu/h | 1,772 bu/h | 2,481 bu/h |
| Soybeans | 2,388 bu/h | 4,777 bu/h | 3,491 bu/h | 4,887 bu/h |
| Paddy Rice | 1,078 bu/h | 2,205 bu/h | 1,616 bu/h | 2,254 bu/h |
| White Rice | 735 bu/h | 1,470 bu/h | 1,102 bu/h | 1,543 bu/h |




Color sorter machines play a critical role in seed and grain processing, ensuring the removal of discolored, damaged, or foreign materials to enhance purity and market value. Designed for a wide range of applications, these machines are used in processing grains, legumes, pulses, oilseeds, grass seeds, spice seeds, garden seeds, and other specialty crops. Equipped with high-precision optical sorting technology, models range from single-channel to ten-channel configurations, offering solutions for both small-scale laboratory testing and high-volume industrial processing. Horizontal belt-type sorters optimize bulk handling, while specialized sorters for tea and fine seeds ensure accuracy for delicate materials. These systems improve sorting efficiency, reduce waste, and maintain product consistency, making them essential for modern seed and grain processing facilities.

Color sorter machines play a critical role in seed and grain processing, ensuring the removal of discolored, damaged, or foreign materials to enhance purity and market value. Designed for a wide range of applications, these machines are used in processing grains, legumes, pulses, oilseeds, grass seeds, spice seeds, garden seeds, and other specialty crops. Equipped with high-precision optical sorting technology, models range from single-channel to ten-channel configurations, offering solutions for both small-scale laboratory testing and high-volume industrial processing. Horizontal belt-type sorters optimize bulk handling, while specialized sorters for tea and fine seeds ensure accuracy for delicate materials. These systems improve sorting efficiency, reduce waste, and maintain product consistency, making them essential for modern seed and grain processing facilities.
Seed Color Sorter & EquipmentsMMCTECH Seed Dehulling & Milling Systems are engineered for precise and efficient dehulling, cracking, splitting, and milling of seeds, grains, pulses, oilseeds, and agricultural products. Supported by advanced impact and vertical processing technologies, these systems improve product quality, maximize yield, reduce product loss, and play a critical role in modern seed processing, grain cleaning, and industrial milling operations.
Seed milling and dehulling are essential processes for improving seed purity, quality, and usability across various agricultural sectors. Advanced dehulling and milling machines are designed to process grains, legumes, pulses, oilseeds, and specialty crops, ensuring efficient removal of husks and shells while maintaining high yield and minimal breakage. Equipment such as impact dehullers, vertical and small-scale dehullers, sheller separators, and tahini grinding mills provide tailored solutions for sunflower seeds, sesame, peanuts, lentils, chickpeas, and more. These machines support food processing, oil extraction, and ingredient preparation, meeting the requirements of modern seed and grain processing facilities with high efficiency and reliability.
Optimized milling and dehulling technology help reduce processing time and enhance product consistency for commercial and industrial applications. Precision-engineered components ensure low maintenance and long-lasting performance, making them ideal for continuous production. The integration of adjustable dehulling settings allows for customized processing to suit different seed types and conditions.

MMCTECH Industrial Conveyor & Material Handling Systems are engineered for the safe, efficient, and continuous transportation of seeds, grains, pulses, oilseeds, and bulk materials. Featuring belt conveyors, bucket elevators, chain conveyors, screw conveyors, and custom handling solutions, these systems are designed to integrate seamlessly with seed processing plants, grain cleaning systems, and industrial production lines, ensuring smooth material flow, reduced downtime, and high operational performance.
Conveyor systems are essential for bulk material handling, ensuring smooth and efficient movement of products in agriculture, seed processing, and industrial production. Designed for gentle and precise transport, these solutions include belt conveyors, bucket elevators, chain and screw conveyors, vibratory and jog conveyors, and telescopic boom conveyors. Each system optimizes loading, unloading, and internal transport, reducing manual labor and enhancing process efficiency. Z elevators and pendulum bucket conveyors provide controlled movement for delicate seeds, while chain and screw conveyors handle high-capacity material flow. Engineered for durability, reliability, and operational efficiency, these conveying solutions improve productivity in grain processing, food manufacturing, and agricultural facilities. With modular configurations and adjustable designs, they adapt to various seed types, bulk densities, and production scales, ensuring a seamless workflow. Automated control options and customizable layouts make these conveyors an integral part of modern material handling systems.
MMCTECH Industrial Weighing & Packaging Systems are designed for accurate, fast, and efficient packaging of seeds, grains, pulses, feed, and bulk agricultural products. Featuring bagging scales, big bag filling machines, automatic weighing equipment, and precision packaging solutions, these systems ensure consistent filling accuracy, improved productivity, and compliance with commercial packaging standards. Fully compatible with seed processing plants, grain cleaning lines, and industrial automation systems, MMCTECH packaging solutions optimize final-stage operations and support reliable product commercialization.

➤ Single Scale Bagging Machines
➤ Double Scale Bagging Machines

MMCTECH Industrial Silo & Grain Drying Solutions are engineered for the safe storage, moisture control, and efficient drying of seeds, grains, pulses, corn, wheat, soybeans, and bulk agricultural commodities. Equipped with advanced grain drying systems, aeration technology, airflow circulation, temperature monitoring, and modern storage silos, these solutions help preserve product quality, reduce spoilage, minimize storage losses, and maintain long-term storage stability. Designed for seamless integration with seed processing plants, grain handling systems, and agricultural storage facilities, MMCTECH silo and drying systems ensure reliable performance and continuous production efficiency.
Efficient seed drying and storage systems are essential for maintaining seed quality, moisture control, and long-term preservation in agricultural processing. Designed for grains, legumes, pulses, oilseeds, and specialty seeds, these systems include fluid bed air dryers, continuous cylindrical roasters, and advanced storage silos in rectangle, square, indoor, and outdoor configurations. Integrated conveyor-bottom silos and air drying technologies enhance airflow distribution, preventing spoilage and ensuring uniform drying. Zig-zag air husk separators further optimize processing by removing light impurities and husks efficiently. By incorporating smart automation and precision engineering, these systems streamline seed processing, reduce waste, and support large-scale industrial operations while ensuring compliance with moisture retention standards.
Modern storage solutions are built with high-strength materials to ensure durability and resistance to environmental factors. Advanced temperature and humidity monitoring further enhance seed preservation by preventing mold growth and degradation. These systems can be customized to meet specific capacity requirements, offering flexibility for both small-scale and large-scale processing facilities. By integrating automated controls and remote monitoring, operators can track and adjust storage conditions in real time, ensuring optimal seed quality and long-term stability.
MMCTECH Portable Mobile Seed Cleaning Systems provide compact, high-efficiency solutions for on-site seed cleaning, grain cleaning, grading, screening, and seed processing. Designed for maximum flexibility, these mobile systems combine pre-cleaning, fine cleaning, sizing, and grading operations into a single integrated unit, eliminating the need for fixed facilities. Ideal for seeds, grains, pulses, and agricultural commodities, MMCTECH mobile seed cleaning equipment delivers reliable performance, easy transportation, and efficient operation directly in the field or at production sites.
MMCTECH Custom Portable Seed Cleaning Solutions provide a flexible, high-capacity, and cost-effective approach to advanced seed cleaning, grain cleaning, seed grading, and agricultural seed processing. Designed for grains, pulses, legumes, oilseeds, grass seed, spice seed, vegetable seed, and garden seed processing, these portable systems deliver efficient on-site operation while allowing easy transportation between farms, production facilities, warehouses, and multiple agricultural environments. Engineered for maximum flexibility, they help reduce infrastructure costs while supporting mobile and seasonal seed processing requirements.
Featuring adjustable sieving systems, precision airflow controls, aspiration channels, gravity separation technology, and optional color sorting and seed coating systems, MMCTECH portable seed cleaners ensure high-efficiency impurity removal, precise grading, disease prevention, and enhanced seed purity. These systems effectively separate dust, broken seeds, lightweight impurities, foreign materials, and damaged kernels to improve overall seed quality and germination performance. With their compact design, durable construction, low operating costs, and energy-efficient performance, MMCTECH portable seed cleaning equipment is ideal for farmers, seed processors, grain cleaning facilities, commercial seed plants, and agricultural cooperatives seeking higher productivity, reduced waste, and improved crop yield.

MMCTECH Custom Mobile Seed Cleaner Systems provide a flexible, cost-effective, and high-capacity solution for advanced seed cleaning, grain cleaning, grading, and mobile seed processing. Designed for grains, legumes, pulses, oilseeds, grass seed, spice seed, vegetable seed, and specialty crops, these portable systems enable efficient on-site operation across multiple fields and processing locations without the need for fixed infrastructure. Equipped with adjustable screening systems, precision airflow control, gravity separation technology, and optional color sorting or seed coating systems, MMCTECH mobile seed cleaners deliver superior impurity removal, enhanced seed purity, disease reduction, and optimized product quality. Their compact, transportable, and energy-efficient design helps reduce logistics costs, lower operating expenses, and improve productivity for modern agricultural and industrial seed processing operations.
MMCTECH Custom Mobile Seed Cleaning Systems provide a versatile, high-capacity, and cost-effective solution for advanced seed cleaning, grain cleaning, seed grading, and mobile seed processing. Designed for processing grains, legumes, pulses, oilseeds, grass seeds, spice seeds, vegetable seeds, flower seeds, and garden seeds, these portable systems enable efficient cleaning directly in the field or across multiple production locations. Engineered for maximum portability and operational flexibility, MMCTECH mobile seed cleaning machines allow seamless transportation between farms, seed plants, warehouses, and agricultural facilities, eliminating the need for expensive fixed infrastructure while reducing transportation and labor costs.
Equipped with adjustable sieving systems, precision airflow control, aspiration channels, gravity separation technology, and optional color sorting or seed coating systems, these mobile units ensure high-efficiency impurity removal, precise sizing, disease prevention, and enhanced seed purity. Capable of removing dust, broken kernels, lightweight impurities, foreign materials, and damaged seeds, MMCTECH mobile seed cleaners improve overall seed quality, germination performance, and storage stability. Their compact footprint, durable construction, low operating costs, and energy-efficient performance make them an ideal solution for modern seed processing plants, grain cleaning operations, agricultural cooperatives, and commercial seed production facilities seeking higher productivity, lower waste, and optimized crop performance.
MMCTECH Turnkey Seed Processing Plants provide fully integrated solutions for advanced seed cleaning, grading, gravity separation, destoning, color sorting, dehulling, polishing, weighing, and packaging systems within a single high-efficiency processing line. Designed for wheat, barley, corn, pulses, oilseeds, grass seed, vegetable seed, and specialty crops, these turnkey systems deliver high-capacity performance, superior product purity, and precision processing for modern seed processing and grain cleaning operations.
Each plant is custom engineered based on capacity requirements, crop type, and target market needs, ensuring maximum productivity and operational efficiency. Equipped with advanced industrial automation, centralized control systems, conveyors, silos, drying solutions, and smart processing technologies, MMCTECH turnkey facilities reduce labor costs, improve process consistency, and provide sustainable, high-performance production for agricultural and industrial seed processing facilities worldwide.
Turnkey seed processing plants provide end-to-end solutions for processing grains, legumes, pulses, oilseeds, spice seeds, and grass seeds, ensuring efficient cleaning, sorting, dehulling, and packaging. Designed for high-capacity agricultural and industrial operations, these plants include automated seed screening, color sorting, dehulling systems, and bulk bagging equipment. With customized configurations for crops such as wheat, barley, lentils, chickpeas, soybeans, sunflower seeds, and garden seeds, these facilities streamline production, improve seed purity, and enhance overall processing efficiency. Featuring modular expansion options, advanced automation, and precision engineering, turnkey seed processing plants reduce labor costs, optimize throughput, and meet international quality standards for commercial seed production and distribution.
MMCTECH turnkey grain and seed processing plants are engineered for high-capacity seed cleaning, grain cleaning, grading, gravity separation, color sorting, weighing, packaging, and storage operations. Designed for wheat, corn, barley, soybeans, pulses, oilseeds, and specialty crops, our advanced processing plants deliver maximum efficiency, minimum product loss, superior seed purity, and fully automated performance for modern agricultural and industrial processing facilities across North America.
➤ Sorghum Seed Cleaning Plants
MMCTECH turnkey pulses processing plants are engineered for high-efficiency lentil, chickpea, bean, pea, and pulses cleaning, dehulling, splitting, polishing, grading, color sorting, and packaging operations. Designed for modern lentil processing plants, pulses cleaning plants, and dal mill applications, these advanced systems deliver maximum product quality, minimum product loss, high whole kernel yield, and fully automated performance for commercial food and agricultural processing facilities.
➤ Red Lentil Processing Plants
➤ Complete Pulses Processing Plants
➤ White Bean Processing Plants
MMCTECH turnkey oilseed processing plants are engineered for high-capacity sunflower seed, sesame seed, peanut, hemp seed, and specialty oilseed cleaning, dehulling, grading, color sorting, roasting, drying, and packaging operations. Designed for modern oilseed cleaning plants, sesame processing plants, sunflower seed dehulling plants, and peanut processing facilities, these advanced processing lines deliver maximum efficiency, minimum product loss, high product purity, and fully automated performance for industrial food and agricultural processing operations.
➤ Cotton Seed Processing Plants
➤ Sesame Seed Processing Plants
➤ Mustard Seed Processing Plants
➤ Pumpkin Seed Processing Plants
➤ Sunflower Seed Processing Plants
MMCTECH turnkey grass seed and vegetable seed processing plants are engineered for precision grass seed, alfalfa seed, clover seed, turf seed, forage seed, herb seed, and vegetable seed cleaning, grading, air separation, gravity separation, and color sorting operations. Designed for delicate and lightweight seed varieties, these advanced seed cleaning plants provide high seed purity, minimum product loss, precision sizing, and fully automated performance using fine screening and advanced air separation technology for modern agricultural seed production facilities.
MMCTECH turnkey spice seed processing plants are engineered for high-precision cumin seed, coriander seed, fennel seed, sesame seed, black seed, anise seed, and specialty spice cleaning, grading, gravity separation, air separation, and color sorting operations. Designed for delicate and aromatic seed varieties, these advanced spice cleaning plants deliver maximum product purity, minimum product loss, precision sizing, and fully automated performance for modern food, spice, and agricultural processing facilities.
MMCTECH turnkey seed dehulling and milling plants are engineered for high-efficiency sunflower seed, sesame seed, faba bean, hemp seed, pulses, and specialty crop dehulling, cracking, splitting, grinding, roasting, and milling operations. Designed for modern seed dehulling plants, sesame processing plants, tahini production lines, pulses splitting plants, and industrial milling facilities, these advanced processing plants deliver maximum yield, minimum product loss, high product quality, and fully automated performance for food, agricultural, and industrial seed processing applications.
➤ Broad Bean Processing Plants
➤ Cotton Seed Delinting Plants
➤ Sesame Roast & Tahini Plants
➤ Sunflower Seed Dehulling Plants
MMCTECH Industrial Automation & Control Solutions are engineered to optimize modern seed processing plants, grain cleaning systems, food processing lines, and industrial production facilities through advanced PLC and SCADA-based automation technologies. These intelligent systems enable real-time monitoring, centralized process control, equipment synchronization, and automated production management for seed cleaning machines, conveyors, grading systems, color sorters, weighing equipment, and turnkey processing plants.
Featuring real-time data tracking, smart sensors, remote monitoring, touchscreen HMI interfaces, production reporting, and synchronized machine control, MMCTECH automation systems maximize operational efficiency, process reliability, and production safety. Designed to reduce labor dependency, minimize downtime, improve accuracy, and optimize throughput, these advanced automation solutions provide high-performance control for modern seed processing, grain handling, milling, packaging, and industrial material handling operations.
MMCTECH Industrial Automation & Control Systems are engineered to maximize efficiency, precision, and operational reliability across modern seed processing plants, grain cleaning facilities, pulses processing systems, feed mills, flour mills, bulk material handling systems, and turnkey agricultural processing projects. Designed and developed entirely by MMCTECH’s in-house engineering and automation team, these advanced solutions include custom PLC control panels, SCADA systems, intelligent HMI touchscreen interfaces, MCC panels, motor control systems, sensor integration, and fully synchronized process automation tailored for every seed processing machine, conveyor system, storage solution, and industrial production line.
Powered by MMCTECH proprietary automation software and customized control architecture, these systems provide real-time process monitoring, remote access, production reporting, recipe management, fault diagnostics, automatic calibration, energy optimization, and centralized plant management. From seed cleaning machines, gravity separators, color sorters, destoners, conveyors, dehulling systems, dryers, silos, weighing and packaging systems to complete turnkey seed processing facilities, MMCTECH automation solutions ensure seamless machine integration, synchronized workflow control, reduced labor dependency, minimized downtime, and consistent product quality. Built for grains, pulses, oilseeds, grass seed, vegetable seed, feed ingredients, and specialty crops, MMCTECH automation systems deliver high-performance, data-driven, and scalable control solutions for modern seed processing machinery and industrial agricultural operations.
MMCTECH manufactures advanced seed processing machinery, grain cleaning equipment, color sorters, gravity separators, conveyors, dehulling machines, bagging systems, storage solutions, and complete turnkey processing plants. Our equipment is designed for seed, grain, pulses, oilseeds, spices, specialty crops, and food processing industries worldwide.
Yes. MMCTECH designs, manufactures, and supplies complete turnkey processing plants including cleaning, grading, separation, gravity tables, color sorting systems, conveying equipment, automation, weighing, packaging, and storage solutions. Each project is engineered according to customer capacity, product type, and operational requirements.
Yes. MMCTECH provides industrial automation solutions including PLC programming, SCADA development, HMI interfaces, process control systems, remote monitoring, control panels, and turnkey automation projects. Our automation systems help customers improve efficiency, production visibility, and operational performance.
Yes. MMCTECH designs and manufactures customized processing equipment based on product type, capacity requirements, facility layout, automation level, and customer specifications. Custom engineering solutions are available for both new and existing processing facilities.
MMCTECH designs processing plants ranging from small commercial operations to large industrial facilities. Plant capacities are customized according to product type, required throughput, purity targets, and future expansion plans.
Yes. MMCTECH provides process design, equipment selection, plant layout development, automation planning, utility requirements, and complete engineering support for turnkey processing projects.
Yes. MMCTECH supports customers with installation supervision, commissioning, operator training, technical documentation, and after-sales support to ensure reliable plant operation.
MMCTECH serves seed processing, grain processing, pulses processing, oilseed processing, spice processing, food manufacturing, bulk material handling, and agricultural processing industries. We provide solutions ranging from individual machines to fully integrated processing facilities.
MMCTECH equipment is suitable for seeds, grains, pulses, beans, lentils, chickpeas, corn, wheat, rice, sunflower seeds, sesame, spices, oilseeds, forage seeds, vegetable seeds, and many other agricultural and food products.
MMCTECH serves customers throughout North America and global markets. Our engineering, manufacturing, automation, and technical support services are available for customers across the United States, Canada, Europe, the Middle East, Africa, Asia, and other international regions.
MMCTECH combines engineering expertise, advanced manufacturing, industrial automation, and turnkey project experience to deliver reliable processing solutions. Our customers benefit from high-performance equipment, customized engineering, modern automation systems, global technical support, and complete turnkey processing solutions.