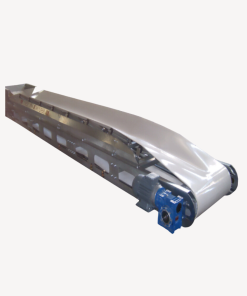



















MMCTECH Pendulum & C-Type Bucket Elevators – Multi-Directional Seed and Grain Conveyor Solutions
Maximize your material handling efficiency with MMCTECH Pendulum & C-Type Bucket Elevators, designed for smooth vertical and horizontal transport of seeds, grains, pulses, and bulk materials. With pivoted bucket technology, integrated vibratory feeder, and multiple inlet/outlet configurations, this advanced bucket elevator conveyor system ensures gentle product handling with minimal spillage or damage. Ideal for seed processing plants, grain facilities, and industrial bulk flow operations, MMCTECH delivers a customizable and energy-efficient grain conveyor solution engineered for performance and long-term durability.
Advanced Vertical & Horizontal Transport
The Mmctech Pendulum & C-Type Bucket Elevators are engineered for efficient, gentle, and high-capacity material transport, making them the ideal solution for seeds, grains, pulses, and bulk materials. These bucket elevators seamlessly integrate horizontal and vertical transport, eliminating the need for multiple conveyor systems.
✅ Perfect for handling seeds, grains, and granular products
✅ Combines belt conveyor and bucket elevator functions
✅ Gentle handling with minimal breakage
Key Features of the Mmctech Pendulum & C-Type Bucket Elevators
Smooth & Gentle Material Transport
✔ Vibratory Feeder System – Ensures even and continuous feeding while preventing damage to kernels.
✔ Low-Damage Handling – Ideal for delicate materials like sunflower seeds, pulses, and fragile grains.
✔ Seamless Product Flow – Overlapping bucket edges prevent spillage at the inlet.
Efficient Vertical & Horizontal Transport
✔ Combines Conveyor & Elevator Functions – Eliminates the need for separate belt conveyors and bucket elevators.
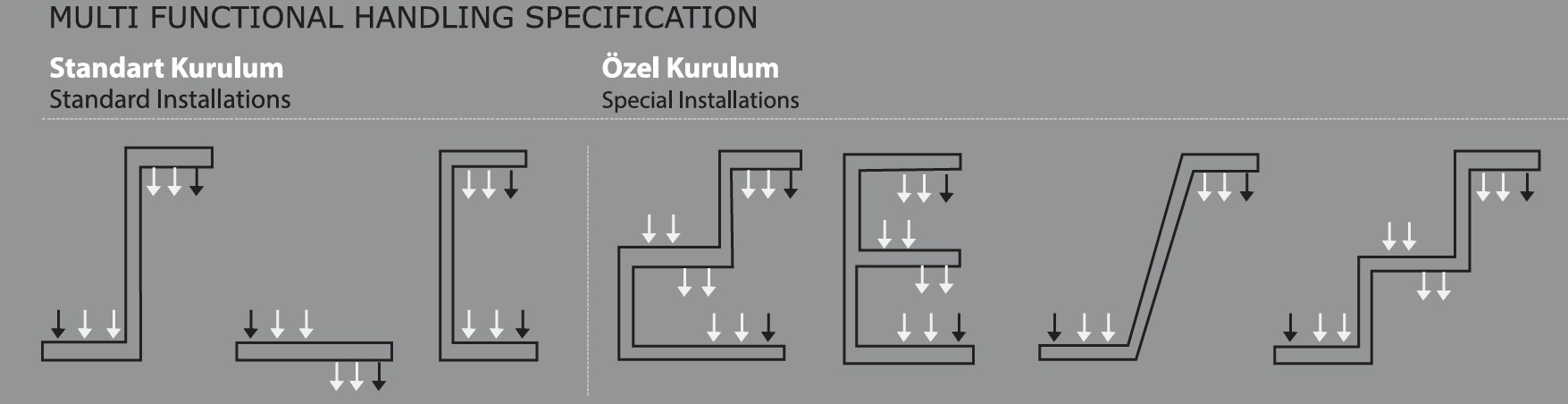
✔ Multi-Directional Flexibility – Offers both vertical and diagonal transport, making it adaptable to various layouts.
✔ Multiple Inlets & Outlets – Allows for simultaneous product intake and controlled discharge.
High-Capacity & Low Maintenance Design
✔ Optimized for Large-Scale Operations – Ideal for seed processing plants, bulk grain handling, and industrial applications.
✔ Low Energy Consumption – Energy-efficient motor minimizes power usage while maximizing throughput.
✔ Quiet & Smooth Operation – Reduces noise pollution and ensures a longer service life.
Durable & Customizable Build
✔ Heavy-Duty Steel & Plastic Buckets – Resistant to wear and corrosion for long-lasting performance.
✔ Flexible Installation Options – Adjustable to fit various facility layouts.
✔ Easy Cleaning & Maintenance – Quick-access maintenance panels simplify servicing.
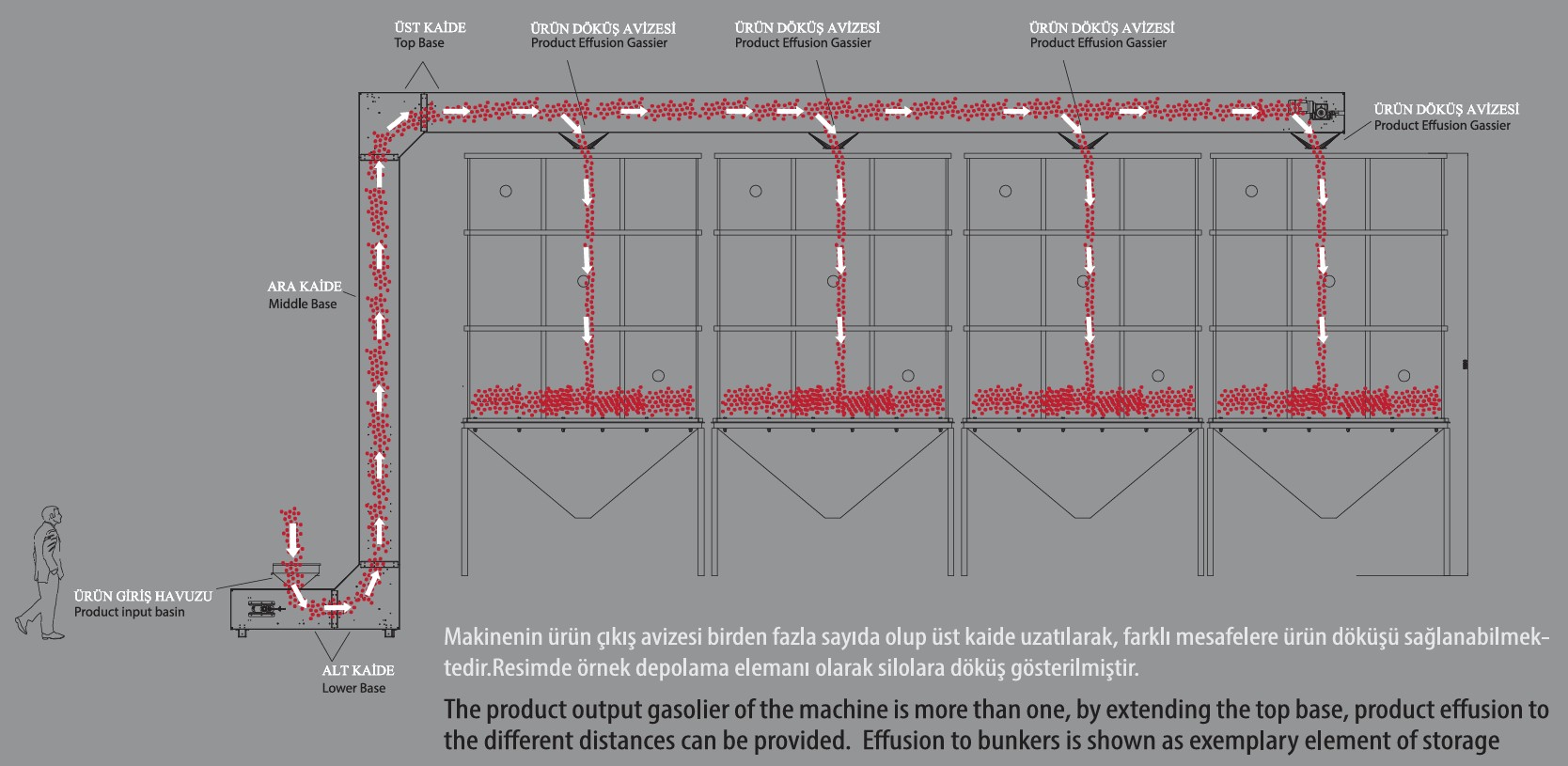
How the Mmctech Pendulum & C-Type Bucket Elevators Work
Advanced Working Principle
The Mmctech Pendulum & C-Type Bucket Elevators function with a continuous chain-driven bucket system, ensuring gentle yet efficient material transport. The process follows these key steps:
1️⃣ Material Loading – Products are fed through a vibratory feeder to ensure even distribution.
2️⃣ Bucket Transport – The pivot-mounted buckets move through the conveyor while remaining horizontal.
3️⃣ Gentle Product Release – Upon reaching the outlet, each bucket tilts gently, ensuring controlled discharge into the outlet hopper.
4️⃣ Seamless Multi-Inlet Functionality – The system allows multiple inlets to operate simultaneously, enhancing efficiency.
✔ Adjustable Conveyor Speed – Tailored to handle different material flow rates.
✔ Minimal Product Loss – The bucket system prevents spillage and waste.
Technical Specifications – Mmctech Pendulum & C-Type Bucket Elevators
| Feature | Specification |
|---|---|
| Application | Seeds, Grains, Pulses, Granular Products |
| Material | Heavy-Duty Steel & Plastic Buckets |
| Bucket Type | Pivoted & Overlapping Buckets |
| Motor Power | Energy-Efficient Gearbox Motor |
| Capacity | High-Capacity Bulk Transport |
| Transport Direction | Horizontal, Vertical, & Diagonal |
| Inlets & Outlets | Multiple Configurations Available |
| Coating | Corrosion-Resistant Industrial Finish |
📌 Note: Performance varies based on material type, density, and operational conditions.
Why Choose the Mmctech Pendulum & C-Type Bucket Elevators?
✅ Optimized for Large-Scale & Industrial Use – Ideal for seed processing plants, bulk material handling, and industrial grain transport.
✅ Combines Horizontal & Vertical Transport – Reduces the need for multiple conveyor systems.
✅ Energy-Efficient Operation – Minimizes power consumption while maintaining high throughput.
✅ Customizable for Various Applications – Adjustable elevator bucket configurations and inlet/outlet positions.
Advanced Seed Processing Equipment & Automation
Upgrade your seed processing operations with high-performance cleaning, grading, sorting, dehulling, and packaging solutions. Our automation systems and precision machinery ensure efficiency, reliability, and superior seed quality for seeds, grains, pulses, oilseeds, legumes,grass seeds and specialty seeds.
Complete Solutions for Seed Processing Plants
Find the best seed processing equipment, grain cleaning machines, and automation systems for industrial-scale operations. From vibratory seed cleaners to SCADA-controlled automation, our solutions maximize efficiency and seed purity.
📞 Get in Touch – Get expert advice on the right seed processing solutions for your facility.
📹 Watch on YouTube – See our cleaning, sorting, and automation systems in action.