














Comprehensive Conveyor Systems Automation Solutions
Mmctech specializes in creating and implementing custom conveyor system controls for various applications including inspecting, sorting, tracking, diverging, combining, rejecting, counting, and collating. Our systems are built to comply with UL, NFPA70, NFP79, and CE Mark standards, ensuring safety and reliability.
Key Features of Mmctech Conveyor Control Systems
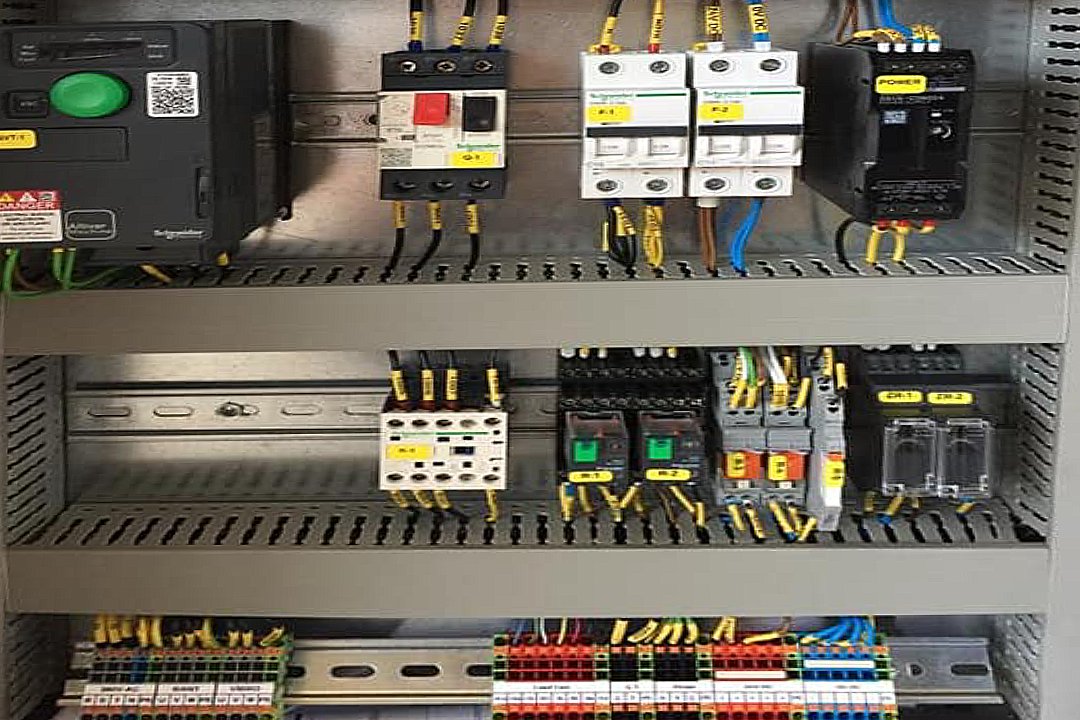
- Advanced Drives: VFD, servo, and soft starter integration for optimal performance.
- Precision Handling: Servo systems and speed control for accurate material handling.
- Comprehensive Monitoring: Visual and proximity sensors, presence monitoring, and cable assemblies.
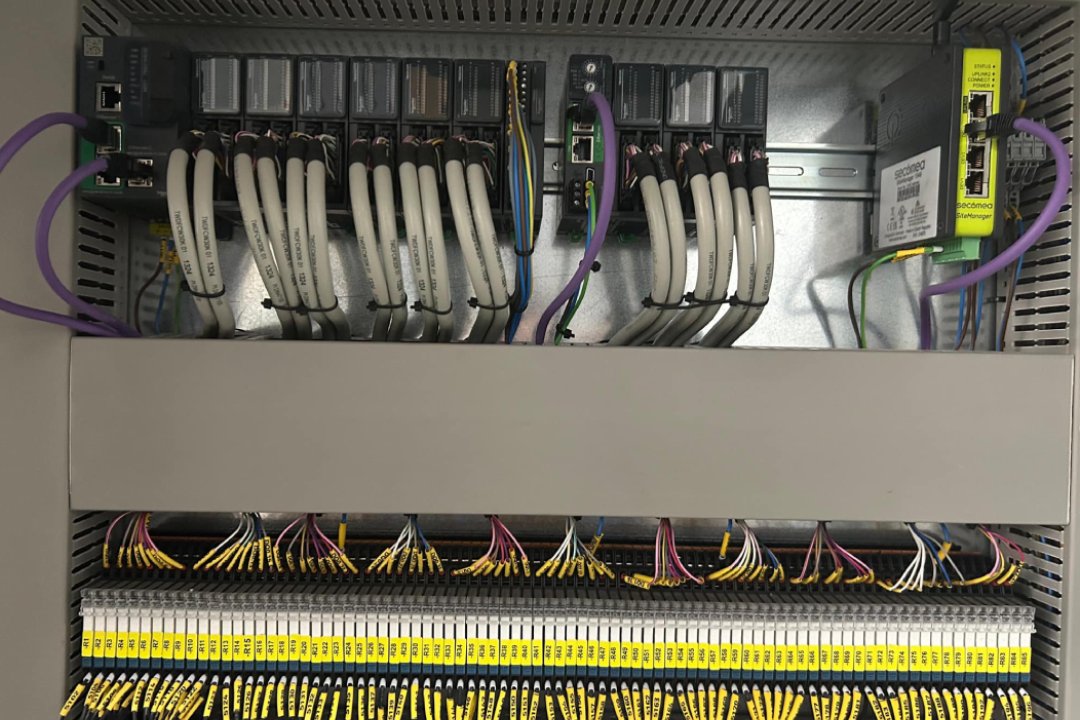
- Versatile Programming: PLC & HMI programming with multiple network configurations.
- Engineering Excellence: Electrical and software engineering tailored to client needs.
- Safety and Compliance: Machine safety design with UL and CE certifications.
- Support and Maintenance: Factory Acceptance Testing (FAT), remote troubleshooting, and software updates.
Benefits of Automated Conveyor Systems
Enhance Production and Safety with Automation
Implementing automation in conveyor systems delivers numerous benefits:
- Cost Efficiency: Reduces labor costs and minimizes operational errors.
- Optimized Space Utilization: Improves storage space and eliminates process bottlenecks.
- Productivity Boost: Supports variable production rates and sustainable efficiency.
- Worker Safety: Minimizes manual handling and reduces forklift traffic in facilities.
Real-Time Data and Smart Controls
Automated systems provide access to real-time conveyor information, enabling faster response to operational changes and maintenance needs.
Application Areas for Mmctech Automated Conveyor Systems
Industry Applications
- Seed Processing and Agriculture: Grain and seed conveyor control panels and automation.
- Food and Beverage: Automated material handling and processing lines.
- OEM Manufacturing: Custom conveyor controls for production lines.
- Converting and Packaging: Automated sorting, counting, and packaging systems.
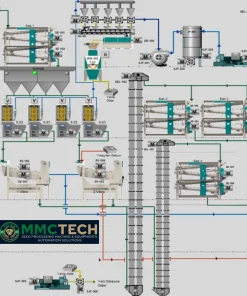
Specialized Solutions for Seed and Grain Industry
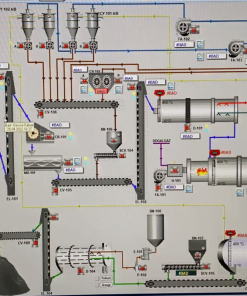
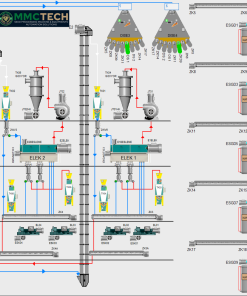
- Seed Conveyor Control Panels: Integrated systems for seed cleaning and processing lines.
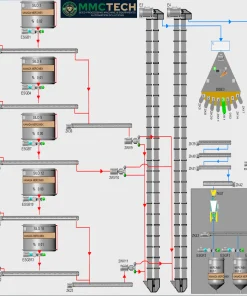
- Grain Conveyor Automation Solutions: Efficient grain handling and storage control systems.
- Elevator Conveyor System Automation: Streamlined elevator control with safety and efficiency features.
Why Choose Mmctech for Conveyor Systems Automation?
Exceptional Engineering and Customization
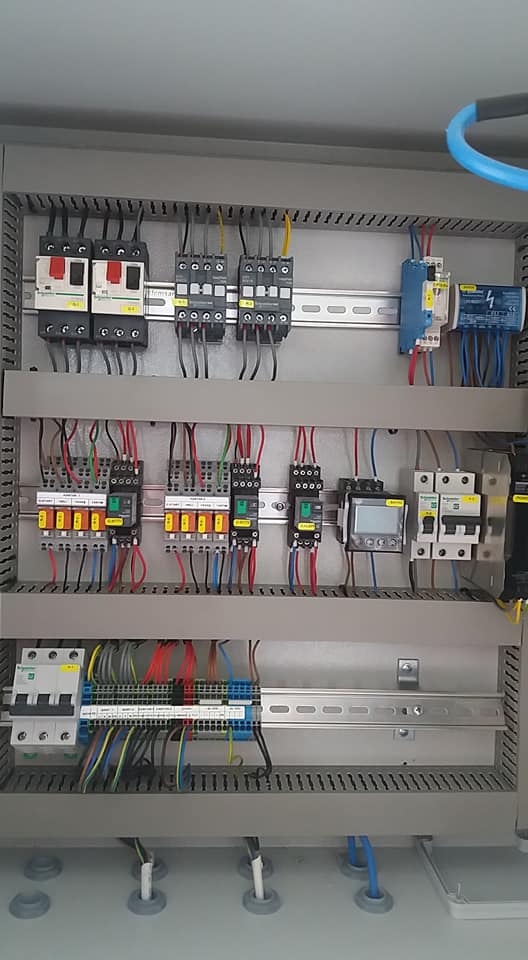
Mmctech stands out with its expertise in control panel design and manufacturing:
- Pre-Designed and Custom Solutions: Ready-to-install control panels with customization options.
- Cost-Effective Manufacturing: High-quality components at competitive pricing.
- Certified Integration: Inductive Automation Ignition Gold certified integrators.
Long-Term Support and Reliability
- Full Lifecycle Support: From design and installation to ongoing maintenance.
- Remote Troubleshooting: Fast response to system issues and software updates.
- Safety and Compliance: Built to meet industry standards and enhance operational safety.
Explore Mmctech’ s Complete Control Panel Solutions
For more information on our Automation Conveyor Systems Electrical Control Panels and Software Solutions, contact Mmctech today and enhance your production line with state-of-the-art automation technology.
Enhance Your Processing Efficiency
Discover how MMCTECH’s advanced solutions can optimize your operations with precision and efficiency.
📞 Get in Touch – Contact us today to learn more.
📹 Watch on YouTube – Explore our processing plant videos.