





































Peanut & Groundnut Processing Plant | Fully Automated High-Capacity Peanut Cleaning System
Achieve 99.99% purity with the MMCTECH Peanut & Groundnut Processing Plant — a turnkey solution for industrial-scale peanut cleaning, grading, sorting, and packaging. Designed for food-grade and oil-grade production, this high-performance system features SCADA & PLC automation, multi-stage impurity removal, and advanced color sorting. With processing capacities from 4,000 to 40,000 lbs/hr, it ensures exceptional quality, energy efficiency, and reliable output for large-scale peanut processing operations across the USA and worldwide.
Optimized for High-Quality And High-Capacity Peanut And Groundnut Processing Plant Cleaning & Sorting
Peanut & Groundnut Processing Solutions – High-Capacity, High-Purity Systems by MMCTECH
Looking for an advanced and scalable solution to clean, sort, and package peanuts or groundnuts? MMCTECH offers fully automated peanut processing plants engineered for precision, purity, and high capacity. Designed to handle up to 20 tons per hour, our systems feature SCADA and PLC-based automation, multi-stage cleaning, and color sorting to deliver 99.99% purity for food, oil, or snack production. Built with European-grade components, MMCTECH’s complete lineup ensures efficiency, durability, and exceptional results in every batch.
Comprehensive Peanut And Groundnut Processing Plant Solutions
- Fully Automated Processing Line – Covers cleaning, sorting, grading, and bulk packaging.
- SCADA & PLC-Based Automation – Real-time monitoring & intelligent process control.
- 99.99% Cleaning Efficiency – Removes stones, chaff, dust, and impurities.
- Customizable for Industrial Needs – Tailored for food, oil extraction, and snack production.
- Dust-Free & Eco-Friendly Operation – Equipped with industrial cyclone dust collection.
- Heavy-Duty European-Grade Components – Long-lasting motors, bearings, and frames.
Peanut And Groundnut Processing Plant Workflow
1. Seed Pre-Cleaning & Impurity Removal
- Eliminates dust, shells, foreign materials, and unwanted particles.
2. Seed Grading & Sorting
- Peanut Grader Machine – Separates peanuts by size & quality.
- Seed Gravity Separator – Ensures density-based sorting for uniformity.
- Seed Color Sorting Machine – Detects & removes discolored or defective peanuts.
3. Seed Final Cleaning & Packaging
- Seed Fine Cleaning Machine – Enhances peanut purity for premium-grade processing.
- Seed Automated Bagging System – Bulk packaging & storage management.
Why Choose MMCTECH Peanut And Groundnut Processing Plant?
Key Benefits
✅ 99.99% Purity Level – Ensures high-quality peanuts for food and oil production.
✅ SCADA & PLC-Based Automation – Smart monitoring & tracking.
✅ Energy-Efficient & Low Maintenance – Designed for long-term performance.
✅ Scalable Capacities – Customizable for processing.
✅ Customizable Turnkey Solutions – Designed for peanut grading, shelling & cleaning.
Complete MMCTECH Peanut Processing Equipment Lineup
- Peanut Dumping & Unloading Elevator – Efficient seed intake.
- Peanut Conveyor System – Ensures smooth peanut movement.
- Peanut Storage Bins – Bulk storage solutions.
- Pre-Cleaner Machines – Removes dust, debris, and impurities.
- Peanut Fine Cleaning System – Achieves high purity levels.
- Peanut Grader Machine – Sorts peanuts by size & quality.
- Indented Separator – Removes small, broken, or immature peanuts.
- De-Stoner Separator – Eliminates stones and heavy impurities.
- Gravity Separator – Ensures density-based sorting for uniformity.
- Color Sorting Machine – Detects & removes discolored or damaged peanuts.
- Bagging & Bulk Filling System – Automated final packaging.
- Automated Peanut Storage System – Optimized inventory control.
- Peanut Conveyor Equipment – Seamless material movement.
- Fully Automated Processing Controller – Smart monitoring & adjustments.
- Peanut Processing Data SCADA Controller – Optimizes workflow & tracking.
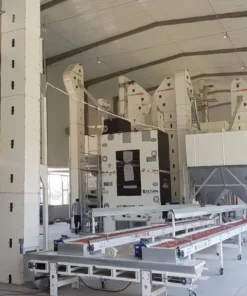
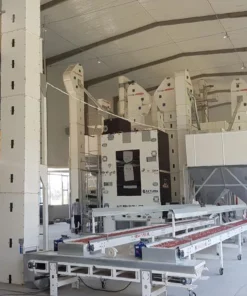
MMCTECH Peanut & Groundnut Processing Plant – High-Capacity, High-Purity Solutions for Industrial Operations
MMCTECH’s Peanut & Groundnut Processing Plant is a fully automated turnkey solution, designed to achieve 99.99% purity in cleaning, sorting, grading, and packaging peanuts and groundnuts. With SCADA & PLC automation, this high-performance plant provides precise, real-time monitoring, multi-stage impurity removal, and advanced color sorting. Ideal for large-scale food-grade, oil extraction, and snack production, our processing systems handle up to 40,000 lbs/hr, ensuring exceptional quality and efficiency. Boost your production capabilities with MMCTECH’s customizable solutions for enhanced yield and minimal waste.
📞 Get in Touch – Contact us today to learn more.
📹 Watch on YouTube – Explore our processing plant videos.