




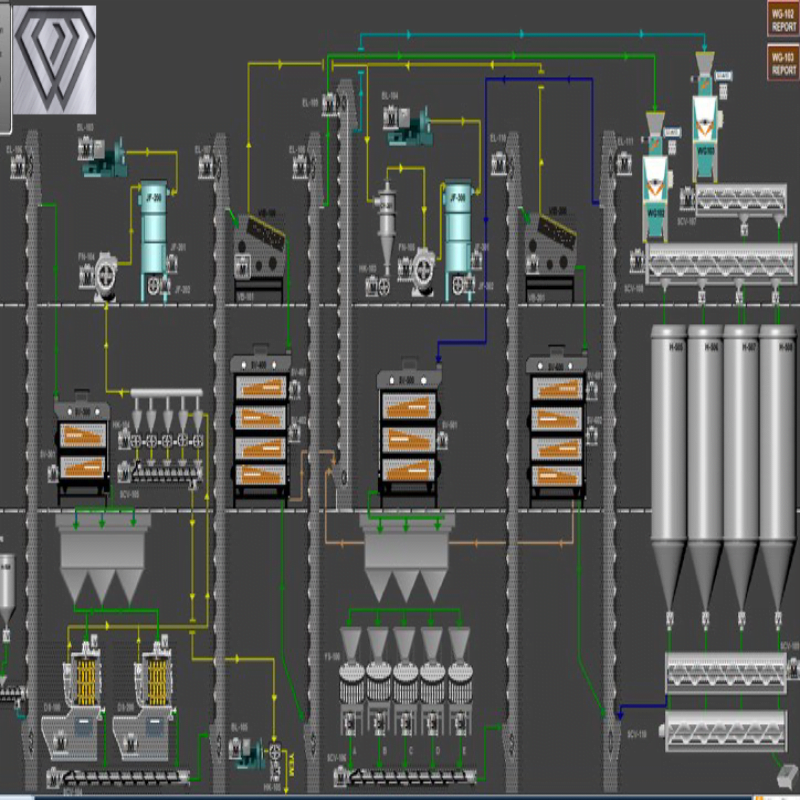
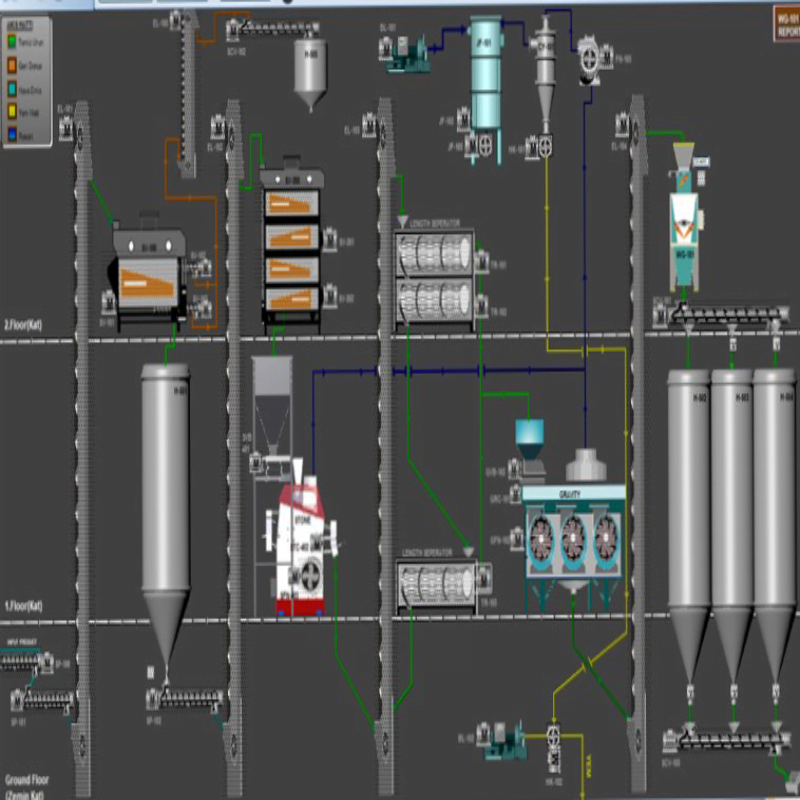
Mmctech Seed Processing Plant Layout Planning
Seed processing involves cleaning, dehusking, processing, sorting, and segregating seeds before packing and packaging. Consequently, seed processing plants are designed according to the type of seeds and the nature of impurities present. The capacity is determined by the capacity of the seed cleaner. The machines installed are selected based on the need to separate materials and the characteristics of the good and bad seeds, with the latter needing to be removed. To optimize plant operations, the capacity of these machines is matched to that of the cleaner.
Key Aspects of Seed Processing Plant Design
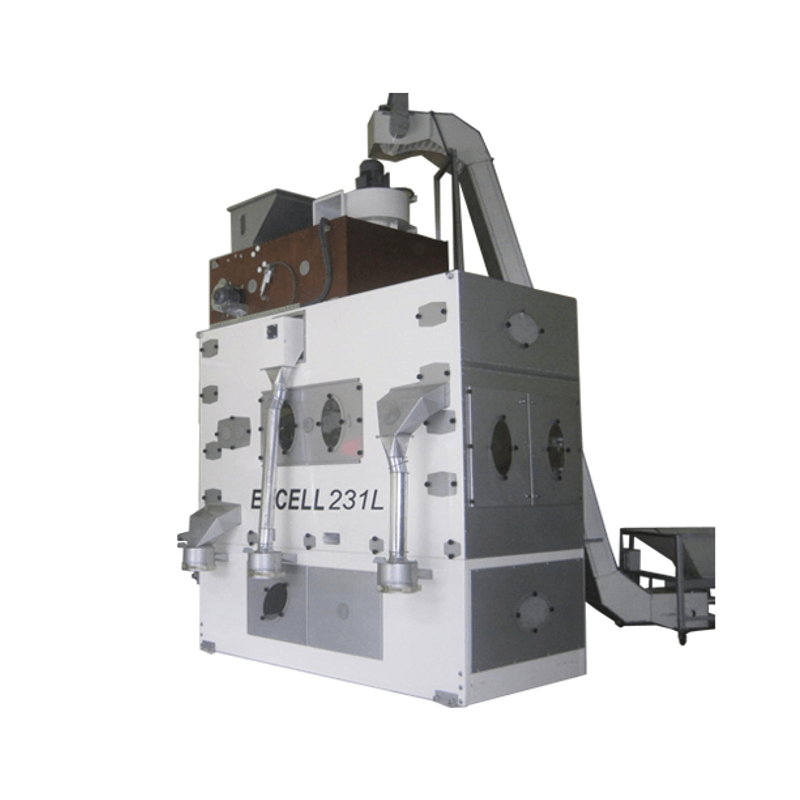
The selection of processing machinery is one of the most important aspects. The type of crops to be processed, the desired capacity, and volumes are crucial considerations. Additionally, factors like the presence of weeds and the need for rapid filling of bins must be accounted for. Elevators and conveyors must have large capacities to ensure efficiency. The type of seeds and the plant layout are also critical factors in the design process. Planning the plant layout is essential for optimizing production. The elevator system and the crops to be handled are important aspects, with bulk storage employed in larger plants.
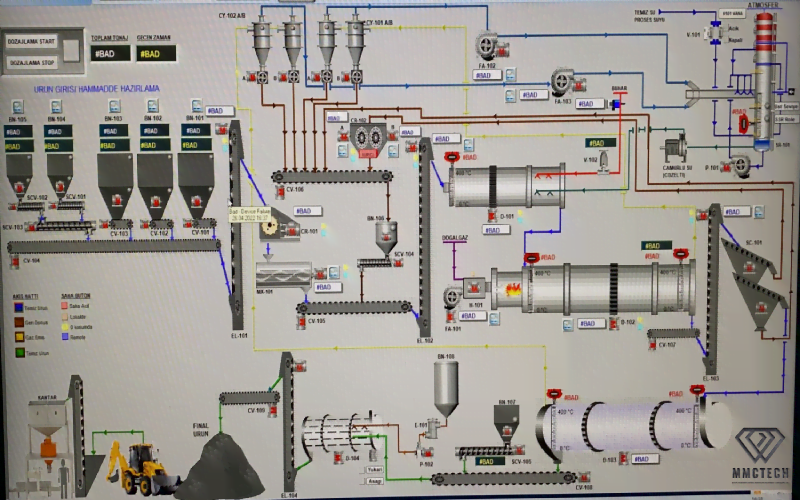
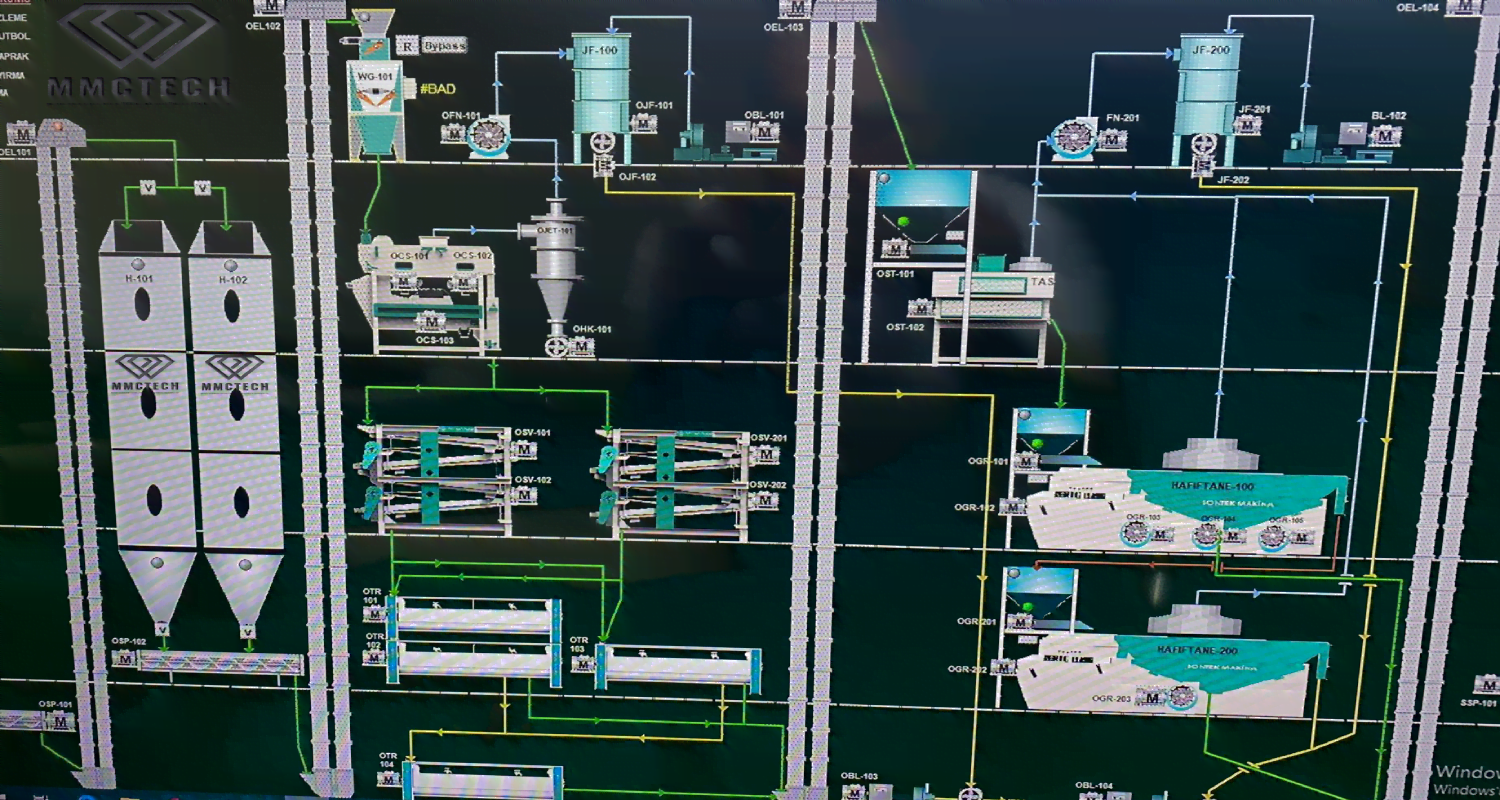
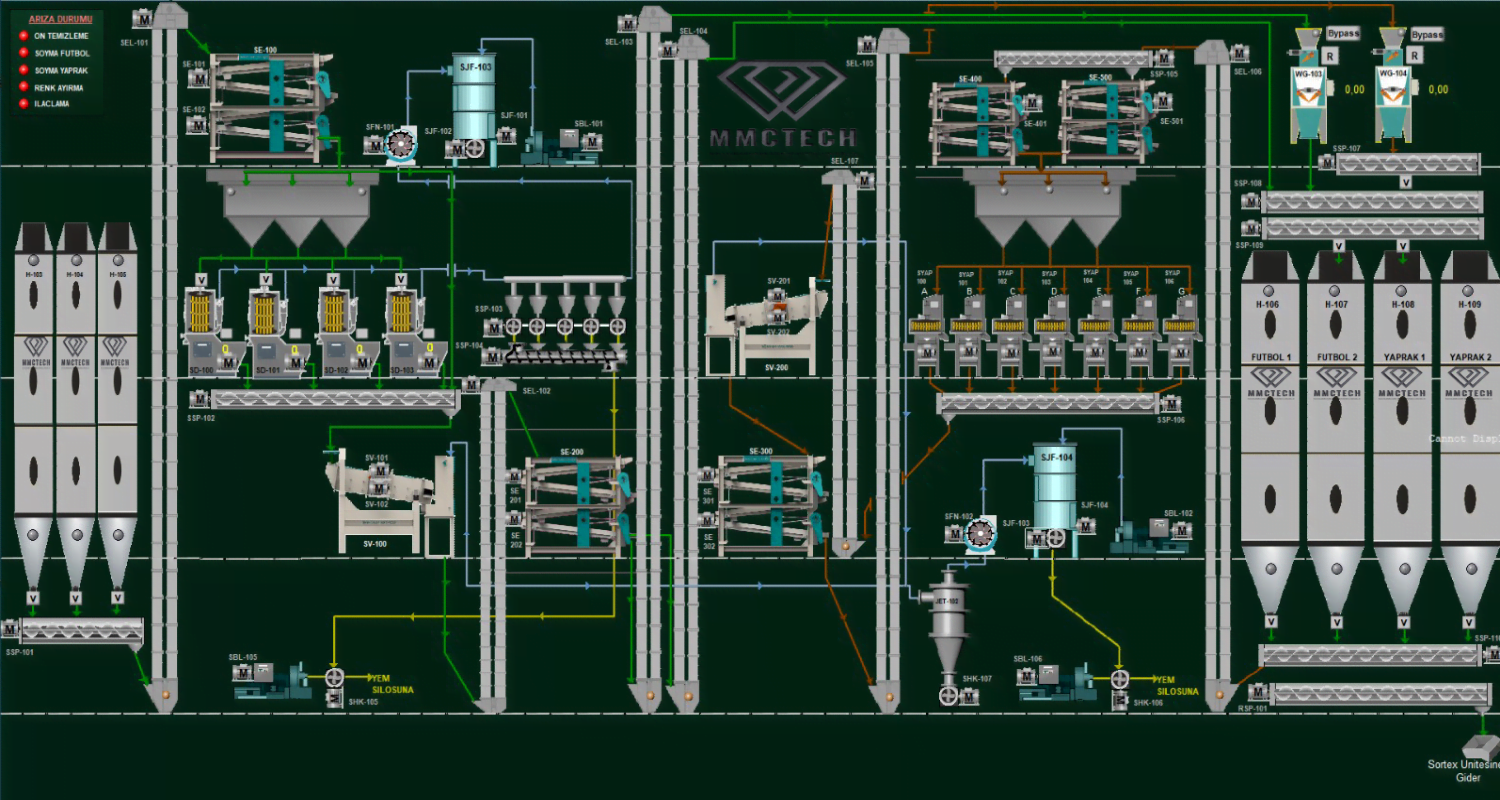
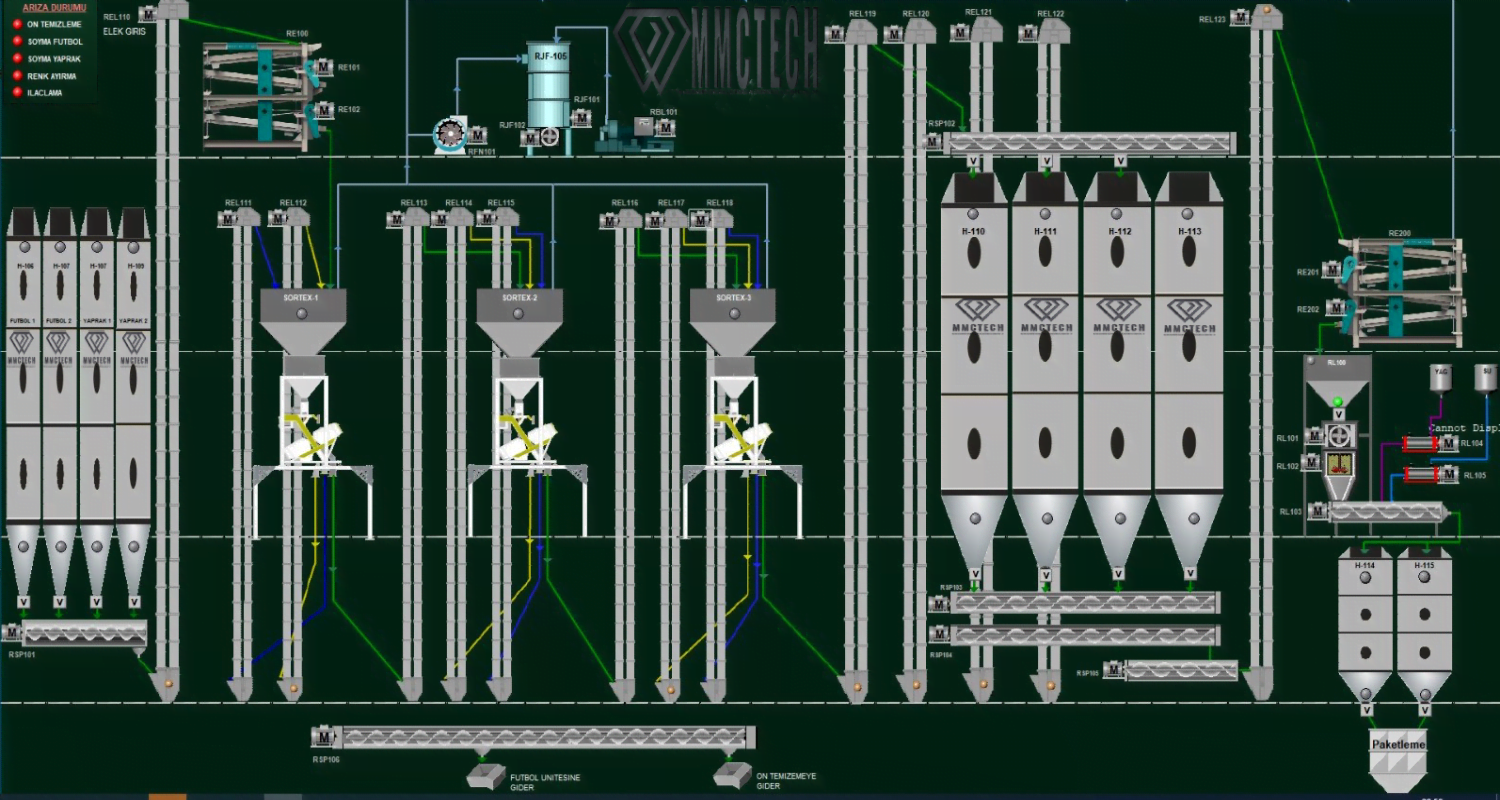
The seed processing workflow typically includes stages such as Seed Pre Cleaning, Fine Seed Cleaning, Seed Grading Machines, Indent Cylinder Separator, Seed Stone Separator, Gravity Separator, Color Sorter, Seed Treating or Coating, Seed Bagging Stations, and Seed Storage. Transportation and shipping are the final stages.
Mmctech provides custom project design solutions tailored to various seed types, ensuring optimal performance and efficiency.
- Grain Cleaning Plant: Ideal for wheat, barley, buckwheat, maize, millet, oats, rice, rye, sorghum, and others.
- Pulse Processing Unit: Suitable for soybean, dry beans, chickpeas, groundnut, peanut, dry cowpea, dry peas, yellow peas, green peas, garden peas, lentils, lupins, pigeon peas, protein peas, vetch, and more.
- Oil Seed Processing Plant: Perfect for cotton seeds, flax seed, grape seed, hazelnut, jojoba seeds, linseeds, mustard seeds, pumpkin seeds, rape seeds, sunflower seeds, sesame seeds, and others.
- Spices Seed Processing Plant: Designed for black cumin, black pepper, dry ginger, cumin, mint leaves, rosemary, and others.
- Garden Seed Processing Plant: Best for melon seeds, lettuce seeds, onion seeds, parsley seeds, tomato seeds, carrot seeds, and others.
- Grass Seed Cleaning Equipment: Suitable for alfalfa seeds, clover seeds, meadow grass, poppy seeds, coffee beans, cocoa beans, cocksfoot, and more.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}