


















Industrial Centrifugal Fans & Blowers for Seed Processing, Dust Collection & Airflow Systems
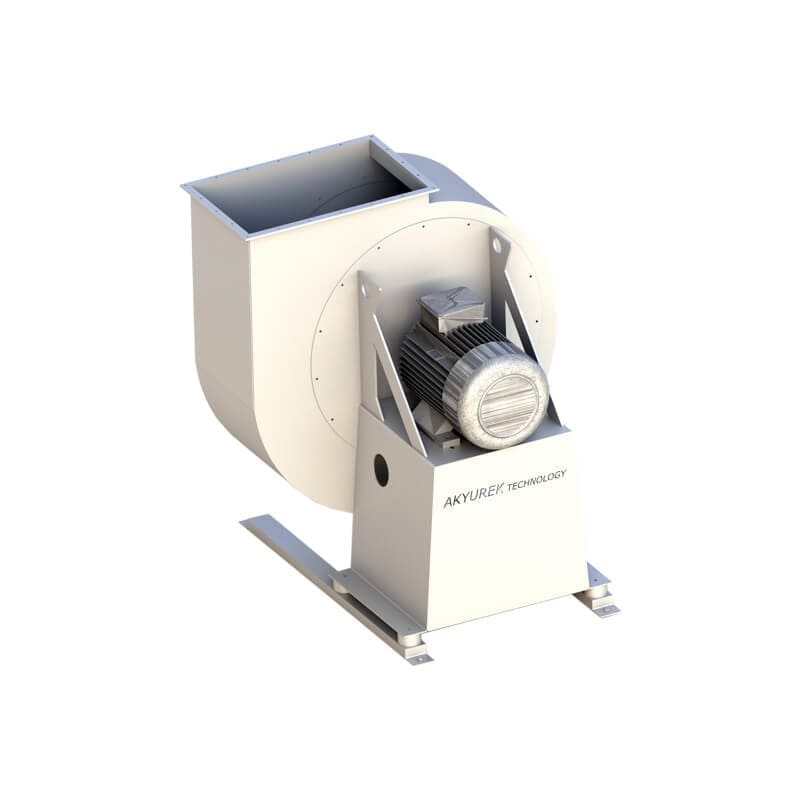
The MMCTECH Industrial Centrifugal Fans & Blowers – DCCF-100 Series are engineered for high-performance industrial airflow applications in seed processing plants, grain cleaning facilities, dust collection systems, milling operations, feed plants, food processing facilities, and bulk material handling environments. Designed to deliver powerful and reliable airflow, the DCCF-100 Series supports ventilation, aspiration, pneumatic conveying, dust extraction, and air separation processes throughout modern industrial facilities.
Efficient airflow management is essential for maintaining product quality, process efficiency, equipment performance, and workplace safety. Whether used to supply clean air, transport dusty air, support aspiration systems, or move lightweight powder materials, the MMCTECH DCCF-100 Series provides dependable operation under demanding industrial conditions.
Manufactured with heavy-duty steel construction and optimized centrifugal impeller technology, these industrial blowers generate stable airflow while maintaining efficient energy consumption. Operating at a consistent 1500 RPM, the DCCF Series offers multiple capacity options ranging from compact processing systems to large-scale industrial installations.
Designed for Modern Seed & Grain Processing Facilities
Industrial airflow systems play a critical role in nearly every stage of seed and grain processing. The DCCF-100 Series is commonly integrated into:
- Seed Pre-Cleaners
- Fine Screen Seed Cleaners
- Super Fine Screen Cleaners
- Gravity Separators
- Destoners
- Air Separation Systems
- Dust Collection Systems
- Color Sorters
- Seed Treaters & Coaters
- Dehulling & Milling Equipment
- Conveyor Systems
- Storage Facilities
- Bagging & Packaging Lines
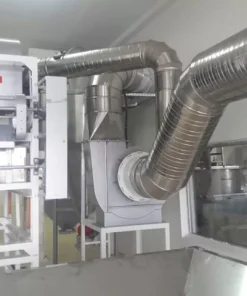
By providing stable airflow and pressure, the DCCF Series improves aspiration efficiency, enhances dust control performance, and supports cleaner production environments.
High-Efficiency Airflow Performance
The DCCF-100 Series is available in multiple models to accommodate varying airflow requirements. Capacities range from approximately 7,650 CFM to over 20,500 CFM, allowing engineers and plant operators to select the most suitable blower for their application.
Whether handling clean process air, dusty air streams, or lightweight powder materials, these industrial centrifugal fans deliver reliable airflow with consistent pressure characteristics. Their robust design helps maintain long service life even in challenging operating conditions.
Applications Across Multiple Industries
- Seed Processing Plants
- Grain Elevators
- Flour Mills
- Feed Mills
- Rice Processing Facilities
- Pulses Processing Plants
- Oilseed Processing Plants
- Food Manufacturing Facilities
- Biomass Processing Plants
- Industrial Ventilation Systems
- Dust Collection Installations
- Pneumatic Material Handling Systems
Benefits of the MMCTECH DCCF-100 Series
- Strong industrial airflow performance
- Multiple capacity options available
- Suitable for clean and dusty air applications
- Supports powder material handling systems
- Heavy-duty industrial construction
- Reliable 1500 RPM operation
- Easy integration into new and existing facilities
- Long service life with low maintenance requirements
- Ideal for aspiration and dust collection systems
- Designed for continuous industrial operation
Industrial Airflow Solutions by MMCTECH
The MMCTECH DCCF-100 Series Industrial Centrifugal Fans & Blowers provide dependable airflow performance for agricultural and industrial processing facilities worldwide. Whether used as part of a dust collection system, ventilation network, aspiration line, or pneumatic conveying application, these centrifugal fans help improve plant efficiency, support cleaner production environments, and contribute to reliable long-term operation.
For companies seeking industrial centrifugal fans for sale, high-capacity process blowers, or custom airflow solutions for seed and grain processing plants, the MMCTECH DCCF-100 Series offers scalable and proven performance.









