















Rotary Airlock Valve for Dust Collector – Seed Processing Machine Air Control Integration
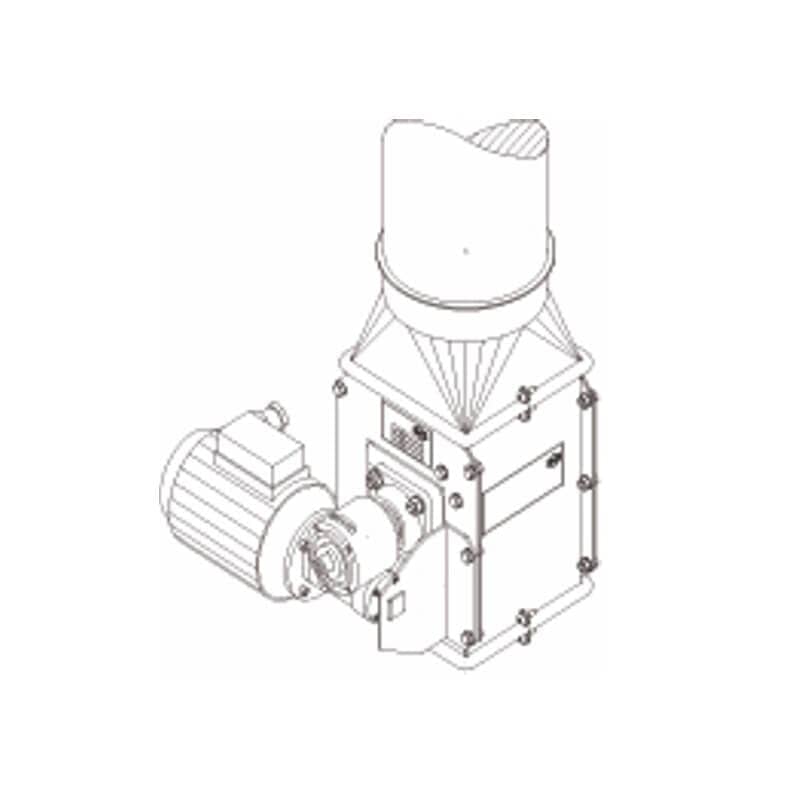
MMCTECH’s Rotary Airlocks Dust Collector is a precision-engineered component essential for seed processing machines, grain cleaning systems, and dust collection units in industrial environments. Designed in compliance with U.S. engineering standards, this heavy-duty airlock valve supports continuous discharge of fine particles and dust in both vacuum and pressure-based systems, ensuring optimal air control and workplace safety. With inch-based flange patterns and durable galvanized steel housing, it’s ideal for seamless integration into American-built seed processing and conveying lines.
High-Performance Dust Collection Systems
Optimized Industrial Dust Management with MMCTECH Airlock Valve
The MMCTECH Rotary Airlocks Dust Collector is designed to provide unmatched dust discharge efficiency, ideal for industries requiring effective dust and particle management. With its advanced airlock valve technology, this system offers consistent performance in vacuum and pressure applications, ensuring system integrity and workplace safety.
Key Features of MMCTECH Rotary Airlock Dust Collector
Innovative Design and Superior Functionality
- Optimal Dust Discharge: Effectively discharges dust and separated particles, enhancing cleanliness and safety.
- Pressure Regulation: Maintains a stable pressure block between cyclones and dust collecting bags, preventing air leakage.
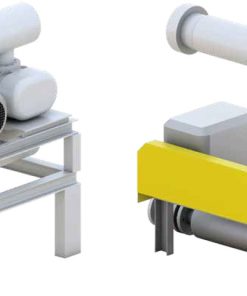
- Seamless Integration: Compatible with MMCTECH dust collecting Centrifugal Fans, providing uniform and continuous discharge of particles.
Durable and Efficient Construction
Built to Last and Operate Efficiently
- High-Quality Materials: Constructed with galvanized plates, featuring a steel roller and radial rubber vanes for durability.
- Efficient Performance: Maintains operational efficiency at optimal speeds (typically under 40 RPMs), with lifetime lubrication for maintenance-free use.
Optional Upgrades and Customization
Tailored to Specific Industrial Needs
- Variable Speed Selection: Adaptable for specific processing requirements.
- High-Temperature Wipers: Viton® wipers with a temperature range of -14ºF to 400ºF.
- Custom Bolt Patterns and Transitions: Allows for easy integration with existing systems.
Advantages
Why Choose MMCTECH Airlock Valves?
- Engineered by Dust Collection Experts: Ensures high reliability and performance.
- Heavy-Duty Construction: With precise, strong welds, built to withstand industrial demands.
- Continuous Operation: Minimizes system downtime and employee exposure to dust.
- Air Leak Prevention: Maintains airtight seals, enhancing system efficiency.
Versatile Use Across Various Industries
- Dust Collection Systems: Keeps dust collectors running smoothly by preventing material back-up.
- Industrial Processing Facilities: Ideal for handling dry, free-flowing, non-abrasive materials.
- Manufacturing and Production Lines: Ensures clean operation in low-pressure environments.
Efficient, Reliable, and Durable
The MMCTECH Rotary Airlocks Dust Collector is a critical component for industries seeking efficient dust management solutions. By combining robust construction, innovative technology, and seamless system integration, this airlock valve ensures your industrial operations remain clean, efficient, and compliant with safety standards.
Industrial Dust Management Made Simple – Mmctech Rotary Airlocks for Seed & Grain Systems
The Mmctech Rotary Airlocks Dust Collector is a heavy-duty, precision-engineered airlock valve designed to support vacuum and pressure-based dust collection in seed and grain processing plants. It delivers consistent dust discharge, airtight sealing, and maintenance-free operation, helping reduce contamination, increase airflow control, and maintain a cleaner facility.
Perfectly suited for integration into a Mmctech seed processing plant, this rotary airlock system works seamlessly with seed pre cleaner equipment, seed cleaning systems, seed graders, seed coating and treatment machines, polishing units, and hulling & milling operations. It also supports clean air management across destoner separators, gravity separators, indented separators, and conveyor lines, while improving efficiency in 10 to 110 lbs bagging stations, storage silos, bins, and hoppers. With high-temperature resistance, customizable transitions, and compatibility with Mmctech’s centrifugal fans, this solution ensures a safe, dust-free environment for long-term industrial-grade seed processing.
📞 Get in Touch – Contact us today to learn more.
📹 Watch on YouTube – Explore our processing plant videos.
This page features the Rotary Airlocks Dust Collector – Advanced Airlock Valve Solutions designed for advanced seed processing performance.