







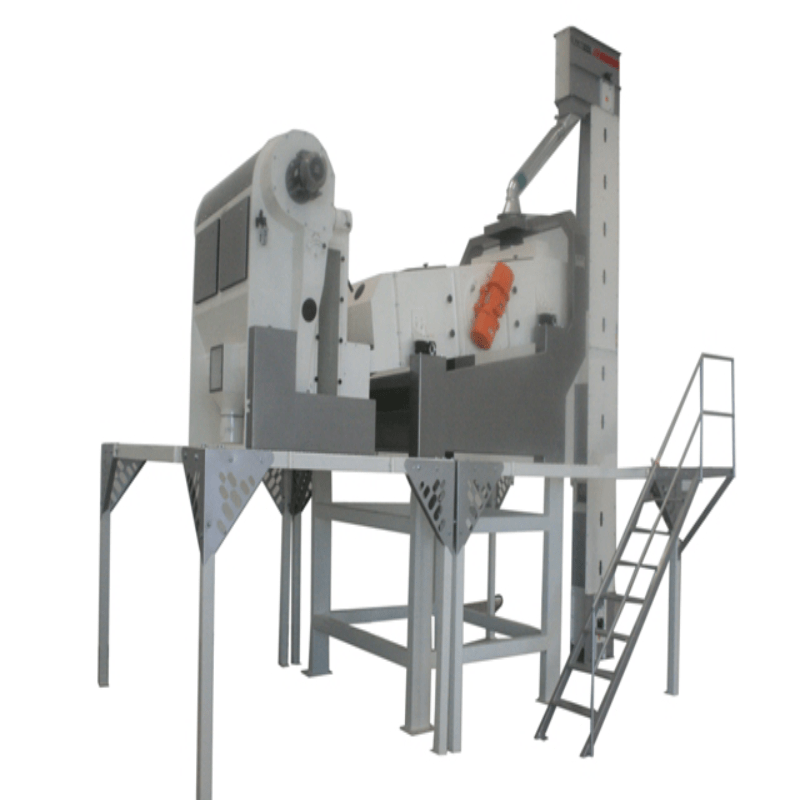







Mmctech Air Recycling Aspirator – Precision Air Separation for Grain & Seed Cleaning
The Mmctech Air Recycling Aspirator is a cutting-edge seed and grain cleaning machine designed to remove dust, husks, and lightweight impurities with high precision. Featuring an adjustable vertical aspiration channel, uniform airflow distribution, and energy-efficient air recycling technology, it ensures cleaner product output with minimal loss. Ideal for wheat, barley, legumes, sunflower seeds, sesame, maize, and more, this aspirator supports both standalone use and integration into complete seed processing systems.
Maximize Grain Separation Precision with the Mmctech Air Recycling Aspirator
High-Efficiency Grain, Pulses, Grass Seeds & Seed Cleaning Solution
The Mmctech Air Recycling Aspirator is an advanced grain and seed cleaning machine designed for high-precision separation of low-density particles, dust, and light impurities. This system ensures efficient grain separation for wheat, barley, rye, oats, beans, chickpeas, sunflower seeds, sesame seeds, and maize, optimizing processing quality and yield.
Why Choose the Mmctech Air Recycling Aspirator?
Designed for precision, energy efficiency, and operational reliability, the Mmctech ARA-100 Air Recycling Aspirator utilizes uniform air distribution and an adjustable vertical aspiration channel, making it an essential tool in modern grain and seed cleaning operations.
Key Features & Benefits
✔ Superior Separation Efficiency – Removes dust, husks, and light impurities, ensuring high-purity grain output.
✔ Advanced Air Distribution System – Uniform airflow across the entire aspiration channel for consistent results.
✔ Adjustable Vertical Aspiration Channel – Fine-tune separation precision for different seed and grain types.
✔ Minimal Product Loss – High-precision separation reduces waste while maintaining maximum yield.
✔ Energy-Efficient Air Recycling Technology – Optimized airflow design reduces power consumption.
✔ Compact & Versatile Design – Ideal for both standalone use and integration into larger grain processing lines.
✔ High-Capacity Performance – Designed to handle large volumes of grain with consistent separation quality.
✔ Global Recognition – Used in USA, Canada, and beyond for efficient seed and grain processing.
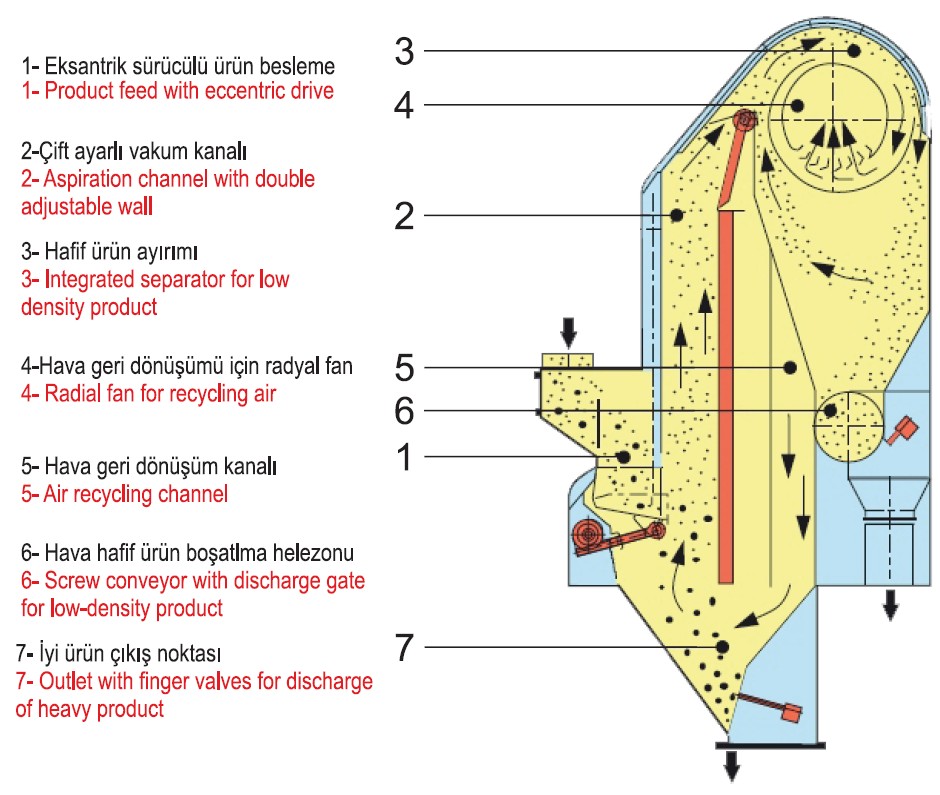
How the Mmctech Air Recycling Aspirator Works
The Mmctech Air Recycling Aspirator utilizes precision air control and adjustable separation settings to efficiently remove light impurities while retaining valuable grains.
Step-by-Step Grain Cleaning Process
🔹 Step 1 – Product Feeding: The grain or seed enters the aspiration channel, where it is evenly distributed.
🔹 Step 2 – Airflow-Based Separation: A controlled air stream lifts light impurities, while heavier grains fall for further processing.
🔹 Step 3 – Adjustable Separation Settings: Operators can modify air intensity and aspiration channel configuration to match specific grain types.
🔹 Step 4 – Impurity Collection: Dust and light impurities are collected through the air recycling system, improving cleanliness and reducing waste.
Applications of the Mmctech Air Recycling Aspirator ARA-100
The Mmctech ARA-100 Air Recycling Aspirator is a precision-engineered seed and grain cleaning machine, specifically developed to remove light impurities such as dust, husks, and chaff. Designed for agricultural and industrial applications, it supports high-performance airflow-based separation for a wide range of seed and grain types, improving purity, processing consistency, and overall output.
Grain Seed Cleaning Applications
As a high-efficiency grain aspiration system, the ARA-100 delivers exceptional performance in cleaning wheat, barley, oats, rice, rye, spelt, millet, and corn. Its precision airflow separates low-density particles, making it an essential tool for flour milling, corn processing, and general grain purification.
Legume and Pulse Seed Cleaning
Ideal for pulse seed cleaning, the ARA-100 effectively removes husks, broken skins, and dust from chickpeas, lentils, pigeon peas, green peas, and soybeans. It enhances the purity of legumes while maintaining the structure of delicate seeds, supporting commercial packaging and export standards.
Oilseed Processing
Designed for gentle yet thorough cleaning, the system handles sunflower seeds, sesame, flax, linseed, mustard, peanut, and canola with care. The airflow control ensures separation of hulls and lightweight shells without damaging the valuable oil-bearing kernels—ideal for oilseed cleaning operations aiming for high yield and quality.
Garden Seed Cleaning
The ARA-100 is perfectly suited for garden seed purification, offering clean airflow separation for lightweight and fragile seeds such as lettuce, melon, onion, parsley, tomato, radish, and dill. Its efficient impurity removal process supports vegetable seed cleaning and herb seed processing in both standalone and integrated systems.
Grass and Specialty Seed Cleaning
Engineered to clean lightweight and specialty seeds like alfalfa, clover, poppy, coffee beans, and cocoa beans, the aspirator separates unwanted particles without compromising the seed structure. This makes it a dependable solution for grass seed cleaning, clover separation, and high-value specialty seed processing.
Technical Highlights
| Feature | Function |
|---|---|
| Precision Airflow Control | Ensures optimal separation of light impurities |
| Uniform Air Distribution | Provides consistent separation across the entire system |
| Adjustable Aspiration Channel | Fine-tunes separation intensity for different grain types |
| Air Recycling Technology | Reduces energy consumption while maintaining efficiency |
| Compact & High-Capacity Design | Suitable for large-scale grain processing plants |
Air Recycling Seed Cleaning Equipment for High-Purity Processing
Achieve superior seed and grain quality with the Mmctech Air Recycling Aspirator, an advanced seed processing equipment designed to remove light impurities with precision airflow control. This energy-efficient seed cleaning equipment improves purity, reduces waste, and maximizes output—making it the ideal upgrade for modern grain cleaning facilities aiming for clean, consistent results.
📞 Get in Touch – Get expert advice on the right seed processing solutions for your facility.
📹 Watch on YouTube – See our cleaning, sorting, and automation systems in action.