










MMCTECH Nexus 200 Series Super Fine Seed Cleaner Machines for Advanced Air Screen Cleaning, Precision Seed Conditioning & High-Purity Grain Processing
The MMCTECH Nexus 200 Series Super Fine Seed Cleaner Machines are engineered and manufactured by MMCTECH for professional seed conditioning, precision air screen cleaning, fine grading, and advanced separation of seeds, grains, legumes, pulses, oilseeds, grass seeds, flower seeds, vegetable seeds, coffee beans, spices, and specialty agricultural products. Developed for commercial seed processors, grain terminals, agricultural cooperatives, food manufacturers, exporters, and industrial processing plants, the Nexus 200 Series delivers exceptional cleaning accuracy while maintaining gentle product handling and maximum product recovery.
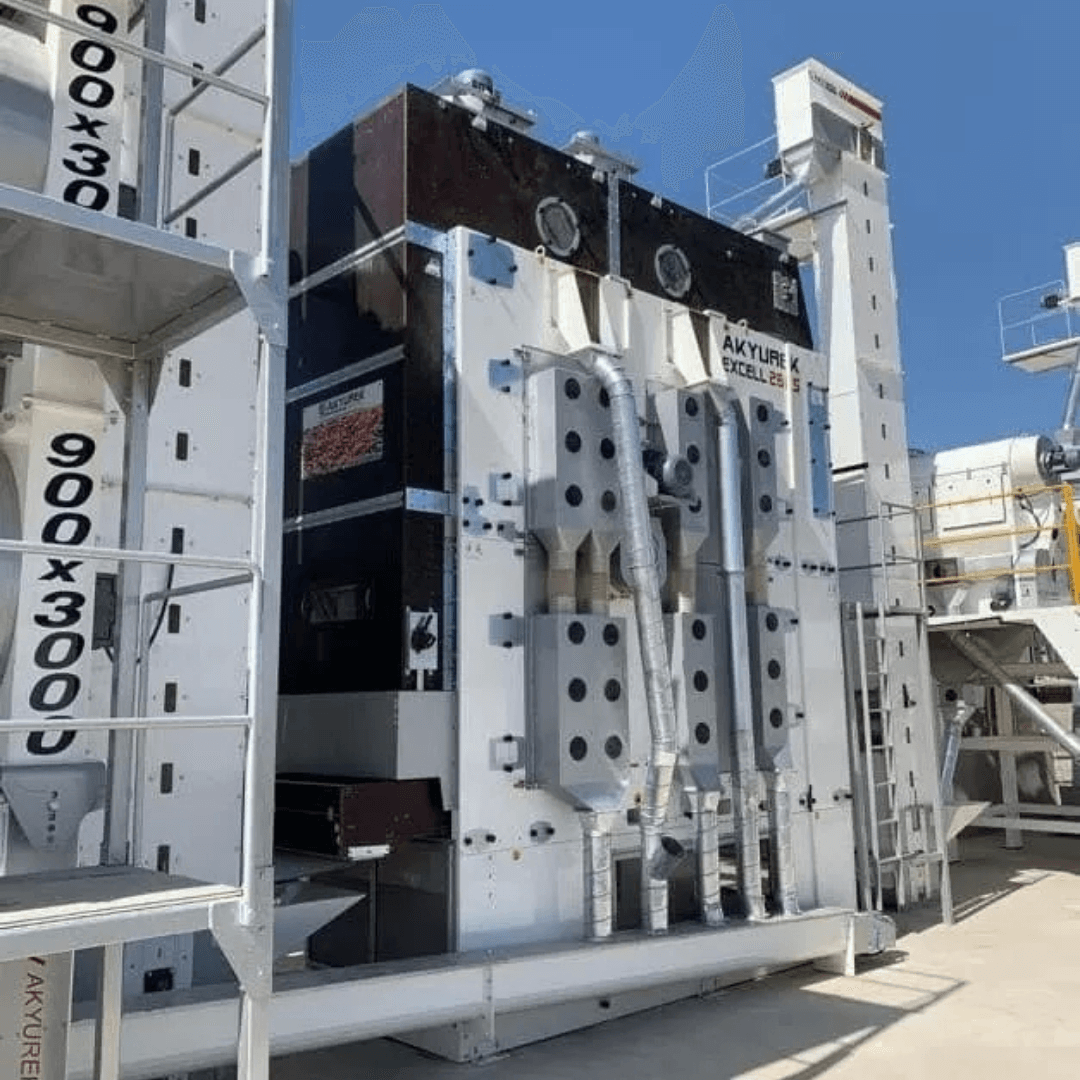
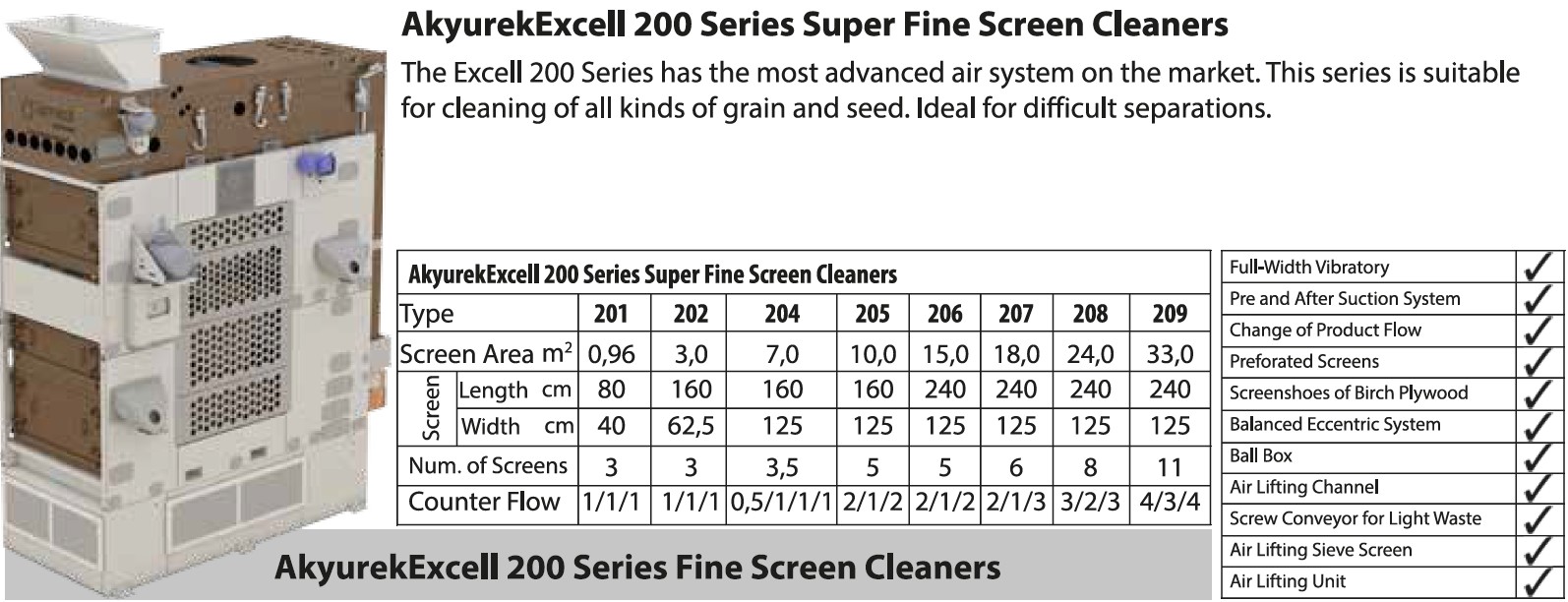
The Nexus 200 Series represents MMCTECH’s premium super fine cleaning technology. Combining precision perforated screens, full-width vibratory feeding, multi-stage air aspiration, balanced eccentric motion, and intelligent product flow management, this machine removes oversized materials, undersized particles, broken kernels, immature seeds, lightweight contaminants, dust, chaff, husks, empty seeds, straw fragments, and foreign materials that reduce seed quality and commercial value.
Designed for today’s demanding seed industry, the Nexus 200 Series performs as an industrial air screen seed cleaner, seed screening machine, vibratory air screen cleaner, screen cleaner machine, super fine cleaner, and professional seed conditioning system. The machine provides the high purity required before gravity separation, color sorting, seed treatment, coating, polishing, packaging, export preparation, and long-term storage.
Designed for High-Purity Seed Processing
Seed quality directly affects germination performance, processing efficiency, storage safety, export value, and customer satisfaction. The MMCTECH Nexus 200 Series is specifically developed for operations where standard cleaning equipment cannot achieve the desired purity. Multiple screening stages combined with precision airflow allow processors to separate difficult impurities that conventional seed cleaners often leave behind.
The machine handles products with different densities, shapes, sizes, and moisture conditions while maintaining excellent product flow throughout the cleaning process. This makes the Nexus 200 Series ideal for facilities processing multiple crop types throughout the year without requiring separate cleaning equipment for each product.
Advanced Air Screen Cleaner Seed Processing Technology
The Nexus 200 Series combines mechanical screening with carefully controlled air separation. Product first enters the feeding section where it is evenly distributed across the full screen width. Uniform product distribution improves cleaning consistency while preventing overloaded screen areas.
Oversized impurities remain on the upper screen surfaces while undersized materials pass through precision perforated screens selected specifically for each crop. After mechanical separation, controlled airflow removes dust, chaff, husks, lightweight particles, empty seeds, immature kernels, and other low-density contaminants. The combination of screening and air aspiration creates extremely high cleaning efficiency while minimizing product loss.
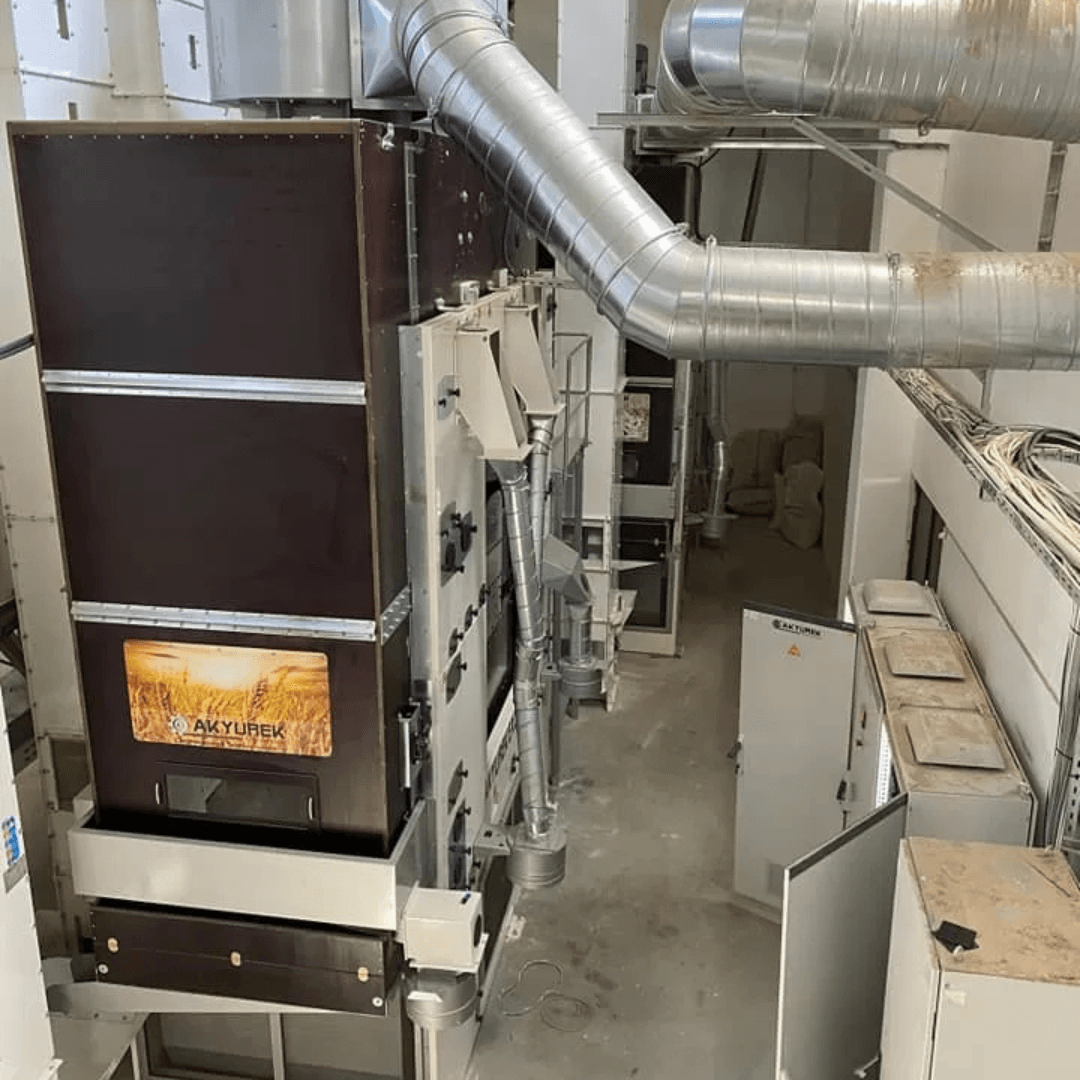
The independent pre-suction and after-suction systems allow operators to adjust airflow according to the crop being processed. Wheat, corn, soybean, sunflower seed, sesame, grass seed, vegetable seed, flower seed, pulses, coffee beans, and specialty crops all require different airflow characteristics, and the Nexus 200 Series provides complete operational flexibility.
Professional Seed Conditioning for Multiple Crops
The MMCTECH Nexus 200 Series is suitable for wheat, barley, oats, rye, corn, rice, sorghum, millet, soybean, peas, lentils, chickpeas, beans, sesame, sunflower seed, canola, rapeseed, flaxseed, clover, alfalfa, grass seeds, flower seeds, vegetable seeds, herb seeds, coffee beans, cocoa beans, spice seeds, and numerous specialty agricultural products.
Seed companies benefit from higher germination quality, improved seed lot uniformity, and increased downstream processing performance. Grain processors achieve cleaner products before milling, storage, export, and packaging. Food manufacturers receive more uniform raw materials while specialty seed producers obtain excellent separation accuracy for high-value crops.
Ideal Before Gravity Separation and Color Sorting
The Nexus 200 Series is frequently installed before gravity separators and color sorting machines because removing oversized particles, undersized particles, broken seeds, dust, and lightweight impurities significantly improves downstream equipment efficiency. Better incoming product allows gravity tables to separate density differences more accurately while color sorters focus on optical defects instead of unnecessary foreign materials.
This process not only increases product quality but also reduces machine wear, improves plant productivity, decreases maintenance requirements, and lowers operating costs throughout the entire processing line.
Industrial Construction for Continuous Operation
Every Nexus 200 Series machine is manufactured using heavy-duty industrial components designed for continuous commercial operation. The balanced eccentric vibration mechanism provides smooth movement while reducing structural stress. The full-width vibratory feed system ensures consistent product distribution, while the ball-box cleaning system continuously cleans the perforated screens to reduce screen blockage and maintain production capacity.
The durable construction, accessible maintenance points, and operator-friendly adjustments reduce downtime and simplify routine service procedures. This allows processors to maintain high production efficiency during peak harvest seasons.
Integrated with MMCTECH Automation Solutions
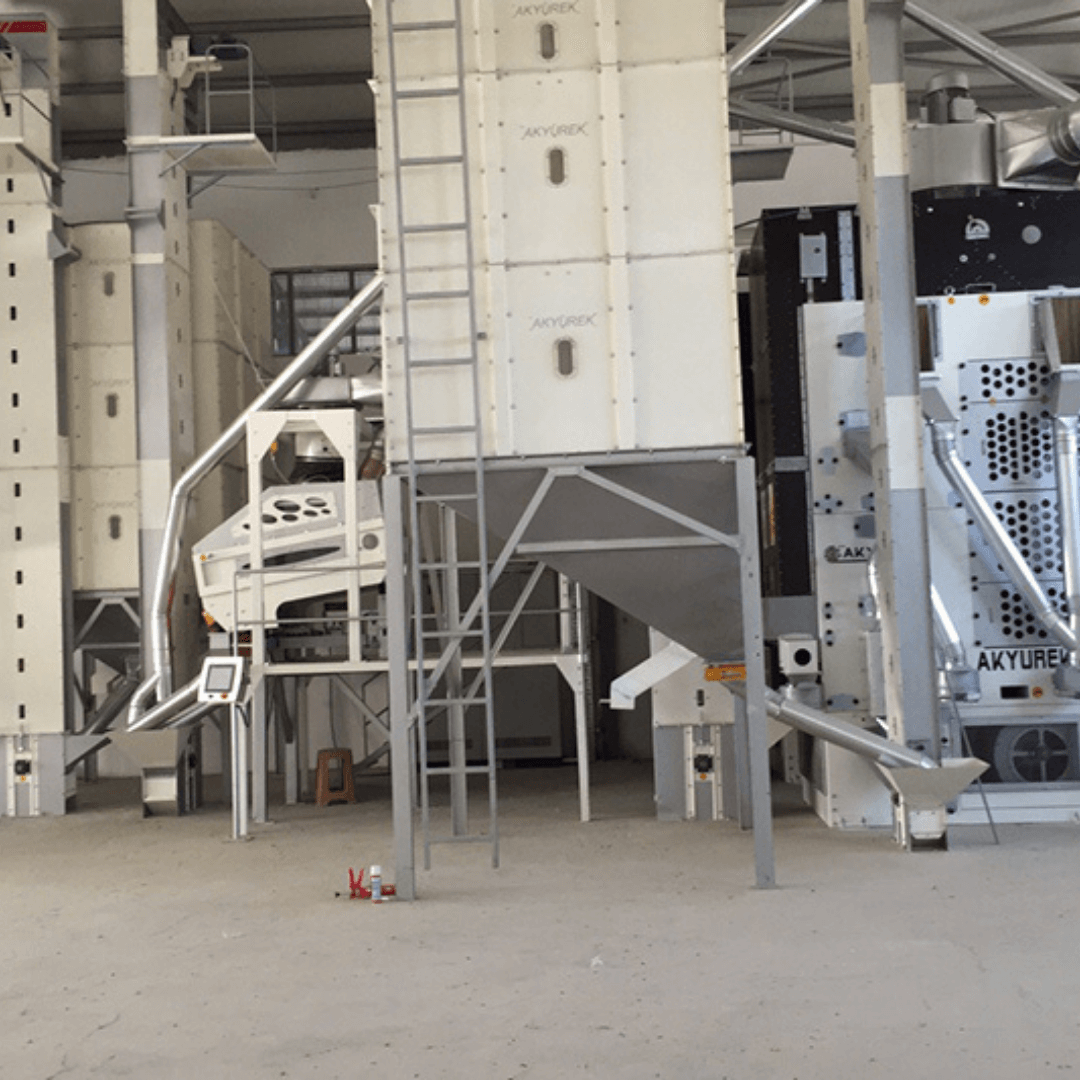
The Nexus 200 Series can operate as a standalone machine or become part of complete MMCTECH Turnkey Processing Plants. Complete processing systems may include receiving equipment, pre-cleaners, super fine cleaners, gravity separators, destoners, magnetic separators, color sorters, seed treaters, polishing machines, conveyors, bucket elevators, storage bins, weighing systems, automatic bagging machines, palletizing equipment, and dust collection systems.
MMCTECH Automation Solutions provide PLC control panels, HMI operator interfaces, motor control centers, safety systems, process monitoring, production reporting, SCADA integration, and remote diagnostics. This allows the Nexus 200 Series to become part of a fully integrated smart seed processing facility.
Applications
- Commercial seed conditioning plants
- Certified seed production facilities
- Grain cleaning operations
- Agricultural cooperatives
- Food processing facilities
- Oilseed processing plants
- Pulse and legume processing
- Grass and forage seed cleaning
- Flower seed processing
- Vegetable seed production
- Coffee bean cleaning
- Specialty crop processing
- Export preparation facilities
- Research and breeding stations
Key Advantages of the MMCTECH Nexus 200 Series
- Advanced industrial air screen seed cleaner technology.
- High-efficiency super fine cleaning for demanding applications.
- Full-width vibratory feed system.
- Independent pre and after suction air cleaning.
- Precision perforated seed sorting screens.
- Balanced eccentric vibration system.
- Ball box screen cleaning mechanism.
- Air lifting channel for superior impurity removal.
- Suitable for grains, seeds, legumes, oilseeds and specialty crops.
- Compatible with gravity separators and color sorters.
- Easy maintenance and long service life.
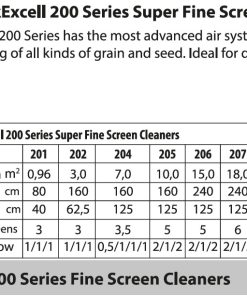
- Available in multiple capacities from Nexus 201 through Nexus 209.
- Fully compatible with MMCTECH Automation Solutions.
- Designed for complete MMCTECH Turnkey Processing Plants.
Built for Professional Seed Processing Worldwide
The MMCTECH Nexus 200 Series Super Fine Seed Cleaner Machines combine precision engineering, advanced air screen technology, industrial durability, and flexible crop handling into one professional cleaning platform. Whether cleaning certified seed, commercial grain, oilseeds, legumes, grass seeds, flower seeds, or specialty crops, the Nexus 200 Series delivers consistent product purity, reliable operation, and long-term processing performance for agricultural businesses around the world.






